Nel dettaglio: riparazione del vomere fai-da-te da un vero maestro per il sito my.housecope.com.
Le parti principali di lavoro dell'aratro (Fig. 123) sono il corpo, costituito da un vomere 6, una lama 1, una tavola da campo 7 e una rastrelliera 2, un pescatore 3, una schiumarola 5, un coltello 4 e un terriccio- quota di dragaggio 8.
L'ottusità del vomere, così come l'usura o la deformazione della lama, della schiumarola, del coltello o della tavola da campo, aumenta la resistenza alla trazione dell'aratro, porta a un consumo eccessivo di carburante, peggiora la qualità del turnover della cucitura, il suo sgretolamento e l'incorporazione di residui vegetali.
Riso. 123. Corpi di lavoro dell'aratro, installati sul suo telaio
Negli aratri vengono utilizzati due tipi di vomeri:
trapezoidale - con un tagliente dritto (Fig. 124, a) e scalpello - con una punta ispessita e curva verso il basso (Fig. 124, b).
I vomeri sono realizzati in acciaio durevole e resistente all'usura di grado L65 e trattati termicamente per aumentare la resistenza all'usura. Tuttavia, le condizioni di lavoro nel terreno sono così difficili che i vomeri si consumano rapidamente. Quando il vomere è usurato, la lama diventa smussata e la forma del naso cambia. Nella fig. 125 linee trasversali segnano i bordi delle lame trapezoidali usurate e a forma di scalpello. Quando la lama diventa opaca, il suo spessore aumenta e sul retro si forma una faoca (parte posteriore della testa). Quando i vomeri sono usurati, le prestazioni dell'aratro si deteriorano, cioè i vomeri perdono la capacità di penetrare in profondità nel terreno e la stabilità della corsa dell'aratro è disturbata. Il vomere deve essere riparato quando la sua larghezza è ridotta di 10 mm rispetto alla larghezza del nuovo vomere trapezoidale, o quando la lunghezza del naso è ridotta di 25 mm rispetto alla lunghezza del naso del nuovo vomere a scalpello.
| Video (clicca per riprodurre). |
La riparazione dei vomeri si riduce all'arretramento della lama, all'affilatura e al trattamento termico. La riparazione dei vomeri viene eseguita al fine di ripristinarne le dimensioni e la forma, nonché per dargli durata.
La sezione del vomere ha un ispessimento - uno stock di metallo, che si chiama "negozio". Quando si ripara un vomere usurato, la sua forma viene ripristinata da un fabbro a spese di una scorta di metallo nel "negozio". L'estrazione del vomere viene eseguita manualmente, di solito in più batterie, poiché il fabbro non ha il tempo di estrarre l'intero vomere in un unico riscaldamento. Quando si tira manualmente la quota, è necessario cercare sempre di ridurre la quantità di riscaldamento, poiché con il riscaldamento ripetuto sono possibili casi di esaurimento del metallo.
L'inconveniente del vomere su una leva o su qualche altro martello meccanico di forgiatura avviene solitamente in due fasi. In questo caso, la lunghezza della parte riscaldata del vomere deve ogni volta superare di poco la metà del vomere.
Per ridurre la perdita di calore ed evitare che il carbonio bruci dallo strato superficiale del metallo, la parte del vomere che non viene riscaldata viene ricoperta di carbone fresco.
Il forgiatore di un'azione consumata viene realizzato nel seguente ordine. Il vomere viene posizionato piatto nella fucina in modo che venga riscaldato dal lato della lama per una larghezza di 60-80 mm; il resto, che non necessita di riscaldamento, è ricoperto di carbone fresco. È necessario scaldare il vomere per il rinvio dapprima lentamente, finché
luminescenza, cioè fino a 500-600°. È impossibile riscaldare il vomere direttamente alla temperatura di forgiatura per evitare la formazione di crepe. Non appena il vomere viene riscaldato a 500-600 °, la velocità di riscaldamento viene aumentata e la temperatura viene portata a 850-1200 ° (fino ai colori caldi rosso chiaro e arancione).
Riso. 124. Vomeri: a - trapezoidale, b - scalpello
Riso. 125. La forma dei vomeri consumati: a - trapezoidale, b - scalpello
Il vomere riscaldato viene estratto dalla fucina, posto con la parte anteriore sull'incudine, e dalla parte posteriore, il ceppo di metallo viene disperso dal "magazzino" con frequenti colpi di freno di stazionamento o martello.Un vomere in acciaio L65 può essere tirato (forgiato) solo a temperature superiori a 800 °. La trafilatura viene interrotta quando il vomere si raffredda sotto gli 800° (con un calore rosso ciliegia) e viene ripresa dopo il riscaldamento. La parte tirata del vomere viene stirata sull'incudine con una cazzuola lungo l'intera lunghezza della parte tagliente in modo che lo spessore della lama sia di 1-2 mm, quindi vengono rimosse le irregolarità formate dai colpi di martello.
Durante la trazione, la forma e le dimensioni del vomere vengono controllate con un modello (Fig. 121, a). Per il vomere trafilato sono ammesse scostamenti dimensionali rispetto al nuovo: in lunghezza di ± 15 mm, in larghezza di + 4 mm.
Il vomere, dopo la trafilatura e la stiratura, quando è ancora caldo, viene serrato in una morsa da fabbro e la sua lama viene affilata con una lima. Quindi il vomere raffreddato viene affilato dal lato anteriore su un affilatoio in nafta. Dopo l'affilatura, la larghezza del bordo della lama non deve essere superiore a 5-6 mm e lo spessore della lama deve essere compreso tra 0,5-1 mm. La lama del vomere non deve essere affilata più sottile di 0,3 mm, altrimenti si consumerà rapidamente durante il funzionamento.
Il trattamento termico del vomere trafilato consiste in tempra e rinvenimento. Durante l'indurimento, i vomeri vengono riscaldati lungo la lama per circa un terzo della sua larghezza. Il riscaldamento nel forno a una temperatura di 780-820 ° dovrebbe essere uniforme (calore rosso ciliegia chiaro). Il vomere riscaldato viene rapidamente raffreddato a bagnomaria. La temperatura dell'acqua nel bagno di raffreddamento dovrebbe essere di 30-40 °. Il vomere viene calato nella vasca con la schiena abbassata. Se il vomere viene immerso nel bagno di indurimento con la lama, può rompersi. Non abbassare il vomere in piano, poiché in questo caso di solito si deforma. Il vomere viene tenuto in un bagno di raffreddamento fino a quando l'acqua non cessa di bollire, dopodiché viene estratto dal bagno e raffreddato lentamente all'aria.
Quando il vomere dello scalpello è indurito, potrebbero apparire delle crepe sulla lama. Per evitare ciò, è necessario preraffreddare il punto di passaggio dalla punta alla lama al vomere riscaldato applicandolo per 2-3 sec. uno straccio umido, solo dopo che il vomere viene rapidamente calato nel bagno di indurimento.
Per ridurre la fragilità del vomere, che si verifica durante l'indurimento, viene temperato. Per questo, il vomere viene riscaldato a 350 ° (grigio scolorito) e quindi raffreddato lentamente all'aria.
Durante l'indurimento, il vomere spesso si deforma. Il vomere deformato è governato sull'incudine dai colpi di martello. I colpi sul vomere vanno applicati con attenzione e non con forza.
La durezza della parte indurita della condivisione viene verificata con un file personale. Il file non deve lasciare alcun segno sulla parte indurita della condivisione.
Nelle officine di riparazione RTS, i vomeri durante la riparazione vengono saldati con elettrodi di alta qualità o una carica di lega dura V-9. Questo metodo di riparazione dei vomeri ne aumenta la durata. Un aumento della resistenza all'usura dei vomeri si ottiene anche indurendo il loro strato esterno con correnti ad alta frequenza.
Titolari del brevetto RU 2344913:
L'invenzione riguarda l'ingegneria agraria, in particolare i metodi per il ripristino dei vomeri, e può essere utilizzata per il ripristino con tempra di vomeri di macchine agricole. Il metodo consiste nel fatto che viene realizzata una scanalatura sulla superficie della lama del vomere, la scanalatura viene riempita con saldatura, le piastre di cermet sono installate sulla saldatura, uno strato aggiuntivo di saldatura e flusso viene applicato alla giunzione delle piastre con il bordo verticale della scanalatura. Quindi le piastre vengono riscaldate fino a quando la saldatura non si scioglie e il vomere con le piastre in un collettore termoisolante viene raffreddato a temperatura ambiente ad una velocità di 4 ° C / min. In questo caso, la saldatura di grado L63 viene utilizzata come saldatura e il flusso FK-250 viene utilizzato come flusso. Le piastre vengono riscaldate da una fiamma idrogeno-ossigeno del bruciatore a una pressione della miscela di gas di 0,5 MPa e una distanza dall'uscita dell'ugello del bruciatore alla superficie della piastra - 50 mm. Il risultato tecnico è quello di aumentare la forza di adesione delle lastre di cermet con il vomere. 1 scheda.
L'invenzione riguarda l'ingegneria agricola, principalmente macchine per la coltivazione del suolo, e può essere utilizzata per ripristinare e rafforzare vomeri di macchine agricole.
È noto un metodo per ottenere lame resistenti all'usura di corpi operatori di attrezzi per la coltivazione del terreno mediante irrobustimento delle loro lame, che consiste nel fatto che per formare l'ondulazione delle lame che porta alla loro autoaffilatura, viene posto un metallo più duro sulla superficie liscia delle lame in modo intermittente e parallelo al tagliente, seguito dalla limitazione della zona di affioramento (vedi AS URSS n. 461721, classe А01В 15/04, publ. 1975).
Tuttavia, quando si utilizza questo metodo, il vomere ha una resistenza all'usura relativamente bassa, poiché la parte non fusa del vomere si consuma molto più velocemente delle aree saldate, per cui la lega dura da saldare è esposta e si sbriciola, il che peggiora le condizioni per l'autoaffilatura del titolo.
Il più vicino al metodo proposto nell'essenza tecnica e nel risultato ottenuto è un metodo per ripristinare i vomeri applicando leghe dure ai loro corpi di taglio. La sua essenza è la seguente: al fine di aumentare la durata dei vomeri e delle zampe del coltivatore, l'applicazione di leghe dure ai loro corpi di taglio viene eseguita in due fasi: la prima è la saldatura di un rivestimento in acciaio su un naso usurato, seguito mediante riporto con lega dura; nella seconda fase, dopo l'operazione intermedia, il usurato viene tirato la parte diritta della lama dei corpi taglienti, seguita dalla sua riporto duro (vedi AS URSS n. 241959, classe А01В 15/ 04, ed. 1969).
Tuttavia, le superfici di lavoro dei vomeri, ripristinate con questo metodo, hanno una bassa forza di adesione tra la lega dura e il metallo di base, per cui gli aratri ripristinati sono di breve durata durante il funzionamento.
L'obiettivo dell'invenzione è aumentare la forza di strappo e, di conseguenza, la forza di adesione delle lamiere sinterizzate al vomere, nonché ridurre il consumo delle lamiere sinterizzate e aumentare le prestazioni di aratura aumentando la velocità di lavoro dell'unità di aratura.
Il compito è raggiunto dal fatto che nel metodo noto di ripristino dei vomeri sulla superficie della lama del vomere, viene realizzata una scanalatura, la scanalatura viene riempita con saldatura, le piastre di cermet sono installate sulla saldatura, uno strato aggiuntivo di saldatura e flusso viene applicato alla giunzione delle piastre con il bordo verticale della scanalatura, le piastre vengono riscaldate fino a quando la saldatura non si scioglie e il vomere con le piastre nel collettore termoisolante viene raffreddato a temperatura ambiente ad una velocità di 4 ° C / min, mentre la saldatura di grado L63 viene utilizzata come saldatura, il flusso FK-250 viene utilizzato come flusso e le piastre vengono riscaldate con una fiamma idrogeno-ossigeno del bruciatore a una miscela di pressione del gas di 0,5 MPa e una distanza da l'uscita dell'ugello del bruciatore sulla superficie delle piastre - 50 mm.
Il metodo viene eseguito come segue.
I vomeri degli aratri, presi per il restauro, devono soddisfare i seguenti requisiti: devono essere puliti dalla contaminazione in uno stato che consenta l'ispezione e l'individuazione dei difetti; lo spessore della base della quota usurata nell'area dei fori dei bulloni è di almeno 8 mm; la larghezza della parte usurata, determinata dal lato posteriore (non funzionante) come distanza dalla parte posteriore allo smusso occipitale - non inferiore a 100 mm.
Sulla superficie della lama del vomere viene praticata una scanalatura con una profondità di 1,5. 2,0 millimetri. Questa operazione viene eseguita su una fresatrice verticale.
Quindi, la saldatura L63 viene posizionata in una scanalatura precedentemente preparata a intervalli regolari, dopo di che le piastre in metallo-ceramica TN-20 o T15K6 vengono installate sulla saldatura. Successivamente, un ulteriore strato di saldatura e flusso del marchio FK-250 viene applicato alla giunzione di ciascuna piastra con il bordo verticale della scanalatura.
Successivamente, le piastre e il vomere ripristinato vengono riscaldati utilizzando un'apparecchiatura portatile di saldatura a gas MBV-500 con una fiamma a torcia idrogeno-ossigeno. Modalità di processo: la distanza dall'uscita dell'ugello del bruciatore alla superficie da ripristinare è di 50 mm, il consumo di ossigeno è di 400 l/h, il consumo di idrogeno è di 375 l/ha una pressione della miscela di gas di 0,5 MPa. In questo caso, il bruciatore viene fermato alternativamente su ciascuna piastra, cercando di garantirne un riscaldamento uniforme. Il riscaldamento viene continuato fino a quando non si verifica la fusione completa della saldatura. In questo modo, ogni piastra viene saldata. L'esposizione a una fiamma di idrogeno-ossigeno non influisce negativamente sulla saldatura usata, sul flusso, sulle piastre di cermet e sul metallo comune.
Quindi il vomere recuperato con le piastre metallo-ceramiche brasate viene posto in un collettore termoisolante riscaldato ad una temperatura di 620,630 °C, insieme al quale viene raffreddato a temperatura ambiente, e la velocità di raffreddamento è di 4°C/min.
I risultati dei test comparativi del metodo proposto e del prototipo sono mostrati nella tabella.
Nei corpi dell'aratro sono possibili i seguenti malfunzionamenti e usura: la lama del vomere diventa smussata, appare uno smusso sul lato posteriore, la punta è arrotondata, il vomere si restringe in larghezza. Sono frequenti i casi di rottura del vomere e di falciatura della sua parte lavorante per urto delle radici e dei sassi durante l'aratura di aratri veloci, quando il cumulo della discarica è consumato, la forma del taglio del campo cambia, la sua il bordo è arrotondato, la superficie di lavoro è consumata e la punta si rompe, all'ala si consuma 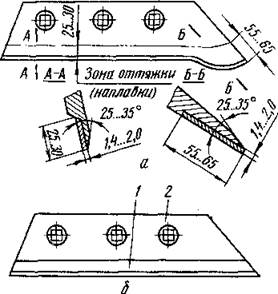
superficie di lavoro. Il bordo del campo e le macchie si consumano dal lato del solco e sotto.
La lama del vomere quando smussata viene affilata dal lato lavorante allo spessore
Vomere a-autopulente; b-composito saldato; 1 striscia; 2 retro
La forma della superficie di lavoro usurata della lama viene controllata con una dima. La deviazione dal modello è consentita non più di 6 mm. Se la punta del torace si rompe, la lama può essere ripristinata. Per fare ciò, la parte rotta viene ricavata da una vecchia discarica, secondo un modello, regolata alla giunzione e saldata elettricamente dal retro alla discarica usurata. Prima della saldatura, il pezzo viene trattato termicamente per ottenere una durezza di NKS 62. 50. Per rimuovere il calore durante la saldatura, le aree vicino alla cucitura vengono rivestite con una soluzione di argilla con amianto, sotto la cucitura viene posto un rivestimento di rame rosso spesso 5 mm e uno straccio imbevuto d'acqua viene posizionato sotto il rivestimento. Dopo la saldatura, la cucitura viene pulita. Quando il bordo di campo della lama è usurato, viene depositato per sovrapposizione sequenziale. rulli con elettrodi T-590 e affilati con un angolo di 45. 50° al piano di lavoro.
Con una leggera usura, le tavole da campo vengono ripristinate con una superficie dura, seguita dall'affilatura, oppure utilizzare il lato non consumato della tavola, capovolgendolo. Per questo, vengono praticati dei fori e induriti.
È consentito accartocciare la lama del coltello in non più di tre punti con una profondità fino a 1,5. 2,0 mm e lunghezza fino a 15 mm. La deformazione del disco è consentita non più di 3 mm. I dischi deformati si raffreddano sul fornello. Sono affilati a uno spessore della lama di 0,5 mm su un dispositivo OR-6112 per l'affilatura di coltelli circolari e su accessori per un tornio con frese con piastre in leghe dure T15K6, ecc. L'eccentricità assiale e radiale del disco non è consentita più di 3mm.
L'usura delle estremità dei mozzi del disco fino a 8 mm viene compensata regolando le rondelle in modo tale che lo spazio tra gli speroni dei dischi adiacenti sia di almeno 4 mm. Le parti in ghisa con fessurazioni vengono saldate con filo animato PANCH-I mediante saldatura elettrica o saldatura a gas caldo con bacchette di ghisa.
Visualizzazione limite dei corpi di taglio usurati delle macchine per la lavorazione del terreno
Puoi fare domande solo dopo la registrazione. Accedi o registrati, per favore.
Guarda l'aratro, cosa deve essere sostituito in esso, in modo che ara e non tagli solchi. Proverò a postare una foto, mi sembra che la prima discarica stia falciando a destra, ti sarò molto grato per l'aiuto.
Ebbene sì, il primo edificio è storto. Anche il secondo corpo lascia un solco?
In primo luogo, è necessario impostare tutti i corpi su un piano e, in secondo luogo, regolare l'aratro. La tua discarica non funziona completamente, da qui le creste.
Secondo me i motivi possono essere due:
1 L'aratro è bloccato nel solco
2 a bassa velocità
In altri casi, le creste sarebbero diverse, ma hai tutte le stesse creste
Il versoio del primo cassone è diverso dal 2° e 3°, e qual è la carreggiata posteriore del trattore?
Regola l'aratro.
si guida un trattore lungo un solco o attraverso un campo? il primo corpo non getta molto sulla traccia precedente. le discariche sono normalmente levigate, il che significa che c'è un ribaltamento della cucitura. la traccia dal pukary è uniforme e pulito, va esattamente a giudicare dal fatto che tutte le discariche hanno la stessa altezza di macinatura .beh, quasi un vomere e una mammella 
discariche, ma questo non è fatale (il solarium mangerà un po' di più e ararà un po' di meno). Riducete un po' la larghezza della presa, avvicinatevi all'aratura delle ruote (grumi) e tutto andrà alla grande. La velocità è non è necessario il tuo aratro ha le classiche discariche (non ad alta velocità).
Fai un erpice dopo un aratro e sarai felice.
- qualcosa bussa al motore.
- alza il volume della radio e sarai felice
La politica economica è prima di tutto l'arte dell'attuazione, non l'arte del fare progetti. (AV Chayanov)
Creiamo le condizioni per lo sviluppo:. sostegno ai produttori agricoli per non ostacolarli. PN Cherkasov, Regione Natalinskoe di Mosca.
È un dato di fatto che l'aratro deve essere regolato, ma inoltre è necessario regolare il modo in cui l'aratro è montato sul trattore. allora la terra arabile sarà bella.
La politica economica è prima di tutto l'arte dell'attuazione, non l'arte del fare progetti. (AV Chayanov)
Creiamo le condizioni per lo sviluppo:. sostegno ai produttori agricoli per non ostacolarli. PN Cherkasov, Regione Natalinskoe di Mosca.
Come non regolare l'aratro, ma le scanalature e i grumi rimarranno comunque. Soprattutto su terreni duri. Con l'erpice, risulta perfettamente uniforme.
E cosa, quindi esattamente cosa puoi seminare senza livellare con un coltivatore?
si guida un trattore lungo un solco o attraverso un campo? il primo corpo non getta molto sulla traccia precedente. le discariche sono normalmente levigate, il che significa che c'è un ribaltamento della cucitura. la traccia dal pukary è uniforme e pulito, va esattamente a giudicare dal fatto che tutte le discariche hanno la stessa altezza di macinatura .beh, quasi un vomere e una mammella
L'aratro ara normalmente, la traccia da un passaggio è uniforme 
Ma il fatto che il primo corpus non aggiunga molto al precedente, quindi questo è un problema, e anzi si può curare in due modi: 1) Tirare l'aratro con le catene più vicino al lato destro (l'aratro è lontano dal solco, forse
anche le tavole da campo possono compostare i cervelli)
2) Basta digerire il punto di attacco dell'aratro (triangolo di attacco automatico).
Nello specifico, sta a te decidere.
Non avere fretta di fare del bene. Il bene va fatto lentamente in modo che venga notato e apprezzato.
Un aratro equestre, un aratro da trattore o per un trattore con guida a piedi è una cosa indispensabile in una fattoria da cortile. L'aratro ara il terreno, rivoltando lo strato superiore del terreno, che riduce la quantità di erbacce, rende il terreno più morbido e flessibile. Non puoi solo comprare un aratro, ma anche farlo da solo. Per fare ciò, oltre agli strumenti e ai materiali, è necessario avere un'idea della struttura dell'aratro e della sua geometria.
È possibile realizzare correttamente un aratro solo quando si comprende il processo di aratura e lo scopo di ciascuna delle parti dell'aratro.
Durante l'aratura, il cuneo dell'aratro taglia il terreno con una certa angolazione, a seconda della morbidezza e dell'umidità del terreno. Il cuneo separa il serbatoio, lo solleva e lo comprime, dividendo contemporaneamente il serbatoio in più parti. L'angolo di entrata dipende da quante parti sarà diviso lo strato di terra: maggiore è l'angolo, maggiore è la divisione. Ma se l'angolo di entrata è superiore a quarantacinque gradi, il terreno smette di scivolare sulla superficie di lavoro del dispositivo di aratura e inizia ad accumularsi davanti ad esso, rendendo difficile l'ulteriore lavoro.L'aratro verticale, cioè con un angolo di attacco più acuto, separa il terreno dal bordo del solco e lo comprime orizzontalmente. Un aratro con un angolo di sterzata orizzontale funziona in modo diverso: devia e ruota lo strato di terreno.
Un tipico aratro da lavoro è costituito da:
- Un vomere che taglia il terreno
- Scarico,
- Coltello,
- Tabellone da campo,
- Rack,
- schiumatoio.
Inoltre, l'aratro può essere dotato di:
- Telaio in metallo più resistente
- Ruote
- Un meccanismo che corregge il lavoro dell'aratro rispetto al trattore,
- idromeccanismi,
- Sistema idraulico pneumatico.
La discarica può avere diversi tipi di piano di lavoro:
- Vite,
- Cilindrico,
- Cilindroide.
Quello cilindrico macina perfettamente il terreno, ma la formazione si forma male. Questo non è sempre conveniente. La superficie di lavoro cilindrica viene solitamente utilizzata per lavorare in terreni soffici. Il più comodo e pratico con cui lavorare è una superficie cilindrica, che si sbriciola bene e capovolge il terreno, e affronta anche il terreno asciutto e umido.
Per fare un aratro a casa con le tue mani, devi avere:
- rulli,
- Macinino,
- Tagliagas,
- elementi di fissaggio,
- Strumento di misura,
- Martello,
- Saldatrice,
- Forbici per tagliare il metallo.
Prima di iniziare il lavoro, si consiglia di elaborare un disegno o un diagramma o trovare una versione già pronta su Internet. Ciò ti consentirà di rappresentare visivamente l'avanzamento del lavoro, la posizione di tutte le parti e gli elementi di fissaggio.
L'opzione più semplice da produrre. Il dispositivo unilaterale può essere realizzato in un unico pezzo, sotto forma di un corpo unico e pieghevole. La versione pieghevole è comoda in quanto consente di rimuovere il vomere per l'affilatura. Il vomere può essere sostituito con un disco da un piatto circolare. Il dump viene solitamente eseguito in due modi. Il primo richiede l'uso di un tubo tagliato, di circa cinque millimetri di spessore e cinquanta centimetri di diametro.
Un pezzo viene ritagliato dal taglio e, con l'aiuto di una smerigliatrice angolare, viene portato alla dimensione richiesta. Il secondo metodo per realizzare una discarica prevede la presenza di una lamiera di acciaio, spessa quattro millimetri, oppure di un cilindro con lo stesso spessore di parete, ma con una sezione di circa 50 cm. Utilizzando una saldatrice o delle forbici metalliche si ritaglia una sagoma e piegato a forma di cilindro. Se ci sono deviazioni dalle dimensioni richieste, è possibile utilizzare un martello per la rilavorazione.
Eventuali disegni forniscono sei elementi costitutivi:
- Disco di metallo o vomere,
- La Fondazione,
- Piastra distanziatrice,
- Patta laterale,
- Taglio del tubo per la patta,
- Scheda di lavoro sul campo.
Il vomere viene solitamente installato utilizzando un foglio di metallo e diversi cunei, smussati con un angolo di venticinque gradi. Fissato mediante saldatura a due punti e collega anche la cremagliera e lo scudo laterale. Si consiglia di realizzare lo scudo un centimetro più alto del bordo inferiore del vomere, mentre i bordi dello scudo dovrebbero sovrapporsi al bordo della lama di cinque o sei millimetri.
Il vomere con la lama è fissato mediante saldatura in modo che siano un tutt'uno, senza spazi e irregolarità. L'angolo formato tra loro non deve superare i sette gradi. Un vomere saldato e una lama sono fissati al cavalletto laterale e il cavalletto stesso viene saldato prima alla base e poi alla piastra distanziatrice. Infine, gli angoli del vomere vengono saldati alla base. Tutte le tracce di saldatura e cuciture vengono pulite e la lama con un vomere viene levigata.
Questo tipo è più efficiente per arare vasti tratti di terra. Per la produzione è necessaria una robusta struttura in acciaio, realizzata con un profilo tondo o rettangolare, di almeno due millimetri di spessore. La dimensione del telaio dipende dal numero di pezzi necessari e dall'elemento di controllo. Nel corpo di lavoro, il vomere deve essere posizionato dal basso, poiché il suo ruolo è quello di spostare uno strato di terra verso la discarica. La discarica rivolta il terreno, taglia e sposta, formando un solco.
Il supporto è necessario per fissare gli strumenti di lavoro al telaio e tenere il coltello. Al suo interno sono realizzati diversi fori regolabili, che ti permetteranno di modificare la profondità di aratura.Di solito la cremagliera è saldata da una piastra metallica, spessa almeno un centimetro, e fissata al telaio con bulloni.
Il telaio con tutti gli strumenti di lavoro è fissato al minitrattore o al trattore con guida da terra con timone o gancio di traino fatto in casa. Il timone deve necessariamente avere una maniglia e avere una forma diritta o a V. La seconda forma è più efficiente in quanto rende l'aratro molto più stabile. Inoltre, per una maggiore stabilità e rettilineità di movimento, è possibile installare ruote da campo. Sono fissati al telaio con una staffa regolabile.
Per assemblare un aratro con le tue mani, devi rispettare una regola molto importante: tutte le parti del dispositivo vengono saldate prima mediante saldatura a punti e solo quando tutte le parti sono al loro posto e fissate correttamente - quella finale. La qualità della lavorazione è facile da controllare: per questo, la lama con il vomere deve essere rimossa e l'aratro stesso deve essere posizionato sul tavolo. Premendo saldamente l'aratro, controllare la coincidenza della superficie del tavolo con la superficie orizzontale del corridore. Se non ci sono deviazioni, tutto è fatto correttamente.
Puoi anche determinare una buona build in base ai seguenti criteri:
- Lo spigolo vivo del vomere si trova due centimetri sotto il pattino,
- Il vomere con la lama non sporge oltre il bordo verticale del pattino di più di un centimetro,
- Non c'è spazio tra il pattino e la lama.
Un dispositivo fatto in casa è montato su un trattore con guida a terra vicino all'area di aratura. Iniziano con l'installazione di ruote in acciaio: impediscono al trattore con guida a terra di scivolare nel terreno. Il prossimo passo è attaccare l'aratro, ma non stringere completamente tutti i dadi di fissaggio. Con il loro aiuto, il dispositivo verrà regolato, che inizia su un supporto speciale. L'altezza del supporto dovrebbe essere uguale alla profondità dell'aratura. Dopo aver montato e verificato il fissaggio di tutte le unità, l'aratro viene posizionato a terra.
La prova delle prestazioni viene eseguita su aratrici trivomere.
Questo è sufficiente per misurare la profondità e controllare le formazioni capovolte. Se i solchi si sovrappongono o la distanza tra loro è superiore a dieci centimetri, è necessario regolare nuovamente tutti i componenti.
















