Nel dettaglio: riparazione fai da te di barche in alluminio da un vero maestro per il sito my.housecope.com.
Regione di Vyksa Nizhny Novgorod
Riparazione della custodia in duralluminio.
Le tracce di corrosione vengono rimosse con spazzole a pelo duro e, se necessario, con tela smeriglio con m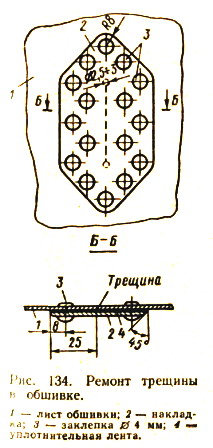
assolo. Le aree pulite vengono pulite con benzina B-70 e dopo 15 minuti di esposizione - con uno straccio imbevuto di acetone. Quindi il metallo puro viene adescato due volte e verniciato.
I rivetti difettosi devono essere forati (non scalpellati con uno scalpello). Per fare ciò, prima è necessario avvitare il centro sulla testa dell'ipoteca, quindi praticare un foro con un trapano (con un metro inferiore pari al diametro dell'asta del rivetto) a una profondità pari all'altezza della testa dell'ipoteca; dopodiché, la testa si rompe facilmente e il resto del rivetto viene eliminato con la barba.
Graffi su fogli con una profondità non superiore a 0,2 mm, nonché i più piccoli graffi (senza crepe), è sufficiente pulire con carta vetrata e ripristinare la vernice protettiva e il rivestimento di vernice.
Le ammaccature profonde vengono raddrizzate dopo aver riscaldato la sezione danneggiata della pelle e i quadrati impostati rinforzandola a una temperatura di 600-700 ° C. Per il riscaldamento viene utilizzata una fiamma ossidrica o una torcia a gas. Dopo il raffreddamento in aria, il metallo diventa duttile e la parte deformata può essere raddrizzata senza timore di rotture. Le parti critiche dello scafo, come scotte, telai e centine inferiori, dopo il raddrizzamento dovranno essere nuovamente riscaldate e quindi raffreddate con acqua.
Quando viene trovata una crepa, la sua propagazione è limitata perforando alle estremità dei fori di 2,5-3 mm di diametro. Poi
(dall'interno della custodia) viene posizionato un rivestimento dello stesso metallo della parte da riparare. Il rivestimento dovrebbe coprire la fessura su tutti i lati di 20-25 mm. Prima di rivettare sotto il tampone è necessario stendere un nastro sigillante (fig. 134). 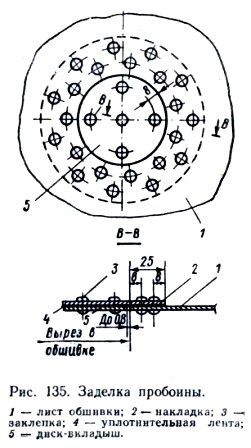
| Video (clicca per riprodurre). |
Piccoli fori (fino a 70 mm) nella pelle sono sigillati con fodere dall'interno del corpo e inserti (fig. 135)... Il diametro del rivestimento dovrebbe essere di 50-60 mm maggiore del diametro del taglio per garantire la sovrapposizione necessaria per la rivettatura con una cucitura sfalsata a doppia fila con un passo di rivettatura di 15-20 mm lungo l'intero perimetro. Un inserto di rivestimento rotondo viene posizionato nell'apertura a filo con l'involucro in modo che lo spazio tra il rivestimento e il bordo dell'apertura non superi 1 mm. L'inserto è rivettato con una cucitura a fila singola con un passo di 20 mm.
I fori più grandi sono sigillati allo stesso modo, ma il rivestimento dall'interno della custodia non è reso solido, ma anulare, con un diametro interno di 50-60 mm inferiore al diametro dell'inserto.
In caso di danni significativi all'involucro, è necessario sostituire l'intero foglio o la maggior parte di esso. Quando si sostituisce una parte del foglio, è meglio posizionare giunti aggiuntivi sui telai. Rendi le dimensioni della sovrapposizione e di tutti gli altri elementi di giunzione uguali a quelle della cucitura più vicina (vedi anche il suggerimento 148).
In caso di danneggiamento di parti di un insieme trasversale o longitudinale (attraverso crepe, rotture), alle zone da riparare vengono sovrapposti quadrati duplicati. Quando si sostituisce una parte di una parte (ad esempio una traversa), viene installato un inserto che si adatta il più strettamente possibile a entrambe le estremità delle parti rimanenti delle parti (lo spazio non deve superare 0,2 mm) ed è collegato ad esse usando sovrapposizioni di culo corto (fig. 136).
Dopo aver riparato l'involucro, controllare la tenuta stagna delle cuciture rivettate con cherosene.
Di seguito sono riportate alcune informazioni generali sulla rivettatura manuale a freddo.
Esistono metodi di rivettatura diretta e inversa; ai primi colpi con un martello vengono applicati dal lato della testa di chiusura, ad es. la testa rivettata, al secondo - dal lato della testa dell'ipoteca.Il metodo inverso viene utilizzato quando, ad esempio, è scomodo colpire dall'interno del corpo (di norma, i rivetti vengono inseriti dall'esterno).
Durante la rivettatura, vengono utilizzati tali strumenti (fig. 137):
mandrino 1 - un'asta d'acciaio affilata su un cono, con i suoi fori di aiuto sono allineati durante l'assemblaggio delle parti;
sostegno 2 - un massiccio tondino di acciaio o ghisa che serve a premere la testa dell'inserto nel processo di rivettatura diretta;
involucro 3- un'asta d'acciaio con un foro (al centro), il cui diametro è 0,5-1,0 mm più grande del diametro del rivetto; utilizzato per sigillare le parti da unire attorno al gambo del rivetto 4;
crimpatura 5 - asta d'acciaio con un foro a forma di testa di chiusura; colpendo la crimpatura con un freno a mano, rivettare l'estremità sporgente dell'asta del rivetto.
È preferibile utilizzare rivetti in leghe AMg-5 o AMts durante la riparazione di custodie in lega di alluminio-magnesio e rivetti in lega B65 per custodie in duralluminio.
La rivettatura del set sulla pelle viene solitamente eseguita con una cucitura a catena a fila singola; giunti di rivestimento impermeabili - cuciture sfalsate a tenuta stagna a due e tre file.
Le parti possono essere unite vicino o end-to-end su strisce di rivestimento su un lato o su entrambi i lati.
Diametro rivetto D può essere preso pari al doppio dello spessore del materiale di cui sono fatte le parti da unire. Quando si rivettano parti di diverso spessore, viene preso in considerazione il più piccolo; se la differenza di spessore è significativa (2 mm o più), il diametro del rivetto è determinato dalla formula d = 2 (radice di S), dove S è lo spessore totale delle lastre. Quest'ultimo non deve superare i 4 d.
La lunghezza del gambo del rivetto deve essere uguale allo spessore totale delle lamiere rivettate, sommato con il valore R, necessario per la formazione della testata di chiusura; per testa semicircolare P = 1,5 d, conico - 1,3 d, semisegreto - 1,1 d, svasato - 0,9 d.
Distanza CON tra le file di rivetti, che determina la resistenza e la tenuta della connessione, si assume pari, a seconda del tipo di connessione, a 2-5 d (ad esempio, per le giunzioni dei fogli di guaina, la distanza tra le file dovrebbe essere -3 d).
Fare un passo T, cioè, la distanza tra i centri dei rivetti adiacenti nella stessa fila, per cuciture strette, prende da 3 a 5 d (e per altri giunti - da 8 a 10 d. La distanza del centro del rivetto dal bordo del foglio , profilo o fascia sopraelevata è preso uguale a 1, otto-2 D.
I fori dei rivetti vengono praticati con cura con un trapano a mano o elettrico. Diametro del foro d altro dovrebbe essere leggermente più grande del diametro dei rivetti:
Le prese per le teste incassate dei rivetti svasati e semisvasati sono svasate con un angolo di 90 °. La profondità delle prese per la testa dell'inserto svasato con il metodo di rivettatura inversa dovrebbe essere 0,1 mm inferiore all'altezza della testa del rivetto e con il metodo di rivettatura diretta dovrebbe essere uguale all'altezza della testa.
Prima della rivettatura, le parti vengono assemblate su bulloni di montaggio (assemblaggio) installati ogni 10-12 fori. La rivettatura viene eseguita dal centro della cucitura ai bordi; al termine si rimuovono i bulloni di montaggio, sostituendoli con dei rivetti.
Il processo di rivettatura diretta viene eseguito come segue: un supporto viene installato sotto la testa del rivetto inserito nel foro, un involucro viene inserito sull'asta del rivetto, quindi la connessione viene sigillata con diversi colpi di martello, dopo di che viene eseguita una testa di chiusura formato colpendo con un martello l'asta del rivetto sporgente dalla connessione. Se necessario, la testa di chiusura viene formata mediante aggraffatura.
Una barca in alluminio, come qualsiasi altra, richiede un'attenta ispezione e, se necessario, riparazione.
Non sempre è possibile affidare le riparazioni a uno specialista, spesso le barche vengono riparate con le proprie mani.
Dopo aver esaminato attentamente la barca in alluminio, dovresti capire che tipo di riparazione è necessaria.
L'ispezione inizia dal fondo della barca, per questo viene capovolta. Cerca crepe, punti arrugginiti, rivetti persi o allentati.
Lo specchio di poppa della barca subisce il carico maggiore durante il funzionamento e viene prestata particolare attenzione. 
Naturalmente, sono possibili vari guasti, ma nell'articolo considero solo quelli inerenti solo alle barche in alluminio e sue leghe.
Uno dei danni più comuni a una barca in alluminio è la corrosione. Spesso le crepe sono nascoste sotto i punti corrosivi. Se non combatti con esso, di conseguenza, si formerà un buco sul fondo.
Per determinare la profondità del danno, è meglio pulire il fondo della barca con una smerigliatrice. Sbucciare al metallo. 
Dopo una pulizia grossolana, carteggiare con carta vetrata e, se necessario, rimuovere la vecchia vernice con uno sverniciatore speciale. Quindi sgrassare, adescare e dipingere.
Durante l'ispezione della barca, il martello aiuterà a determinare l'affidabilità dei rivetti. Sarà necessario battere su ciascun rivetto, se sferraglia e traballa, sarà necessario sostituirlo.
Se i fori si sviluppano, in questo punto deve essere inserito un rivetto di diametro maggiore.
I rivetti più comuni falliscono, che si trovano più vicino al motore, sono più suscettibili alle vibrazioni. 
Il prossimo passo sarà sigillare le crepe. Le crepe su una barca si formano più spesso in una collisione, ad esempio inciampando accidentalmente su un legno galleggiante. Le crepe possono essere impressionanti e molto piccole.
Le crepe più piccole possono essere riparate con saldature in lega di stagno e piombo drogate con zinco.
Quando si lavora con alluminio e leghe, il problema sorge con la stagnatura, il film di ossido interferisce. Esistono diversi modi per saldare l'alluminio, ad esempio è possibile utilizzare un olio alcalino anidro, ad esempio olio per armi. Prima di saldare, pulire le superfici, inumidire con olio, quindi rimuovere la pellicola con un saldatore e saldare. Usano anche un flusso applicandolo alla saldatura.
L'unico modo per riparare buchi e grandi crepe nella tua barca in alluminio è con le toppe.
Le toppe possono essere rivettate o saldate.
La saldatura, in generale, è meglio utilizzata in casi eccezionali quando è impossibile per qualche motivo rivettare.
Non tutte le leghe di alluminio resistono alla saldatura, spesso lo scafo della barca si rompe vicino alla saldatura. Sapendo questo, i saldatori esperti sono generalmente riluttanti ad accettare il lavoro.
Tuttavia, la saldatura viene utilizzata per le riparazioni. Pertanto, se cucini, devi farlo su entrambi i lati e solo fogli sottili. 
Se non sei un saldatore professionista, dovrai trasportare la barca in un'officina. Le barche in alluminio sono saldate con argon.
La toppa è posizionata all'interno della barca. Affinché sia durevole, devono essere osservate tutte le regole di rivettatura.
La dimensione della patch dovrebbe corrispondere alla dimensione della fessura.
Il materiale con cui realizzi la toppa dovrebbe essere esattamente lo stesso della tua barca. 
Se l'alluminio viene combinato con un altro metallo, viene creata una coppia galvanica. Ciò significa che si verificherà corrosione galvanica alla giunzione, che distruggerà rapidamente l'alluminio o la sua lega.
Per lo stesso motivo, non è consigliabile utilizzare una spazzola metallica per pulire la custodia.
È necessario osservare la seguente sequenza quando si installa una toppa usando un rivetto:
Alcune persone cercano di sigillare piccole crepe con saldatura a freddo o panno di vetro, è una perdita di tempo. Tali riparazioni non sono pratiche, tutto ciò cadrà rapidamente durante il funzionamento.
Dopo le riparazioni, la barca dovrebbe essere verniciata con una vernice speciale.
Presagio popolare: i pescatori giovani e inesperti hanno la cattura più grande!
Annunciazione
Ultima autorizzazione:
23.07.2018 12:50:18
Barnaul
Ultima autorizzazione:
27.01.2015 16:20:46
Barnaul
Ultima autorizzazione:
03.06.2018 20:25:41
Ho visto molte volte come incollano i buchi su Kazanki, ecc.
solo uno straccio, imbevuto di resina epossidica - e bam al posto giusto.
dura - per decenni, sceglilo - non lo scegli))))
Barnaul,
Ultima autorizzazione:
30.12.2014 17:51:03
Ho visto molte volte come incollano i buchi su Kazanki, ecc.
solo uno straccio, imbevuto di resina epossidica - e bam al posto giusto.
dura - per decenni, sceglilo - non lo scegli))))
Rubtsovsk
Ultima autorizzazione:
06.10.2017 01:04:15
Annunciazione
Ultima autorizzazione:
23.07.2018 12:50:18
Rubtsovsk
Ultima autorizzazione:
07.01.2018 17:34:41
Barnaul,
Ultima autorizzazione:
30.12.2014 17:51:03
Rubtsovsk
Ultima autorizzazione:
07.01.2018 17:34:41
Barnaul
Ultima autorizzazione:
27.01.2015 16:20:46
In generale, il mio consiglio per te, consegnalo nel colore della metanfetamina e acquista un elastico o un PVC! E c'è sia ironia che verità in questo. A quanto ho capito, non l'hai ancora vista in azione (sull'acqua), ma dalla mia esperienza, dirò una cosa! In acqua, si comporta in modo capriccioso e si sforza di girarsi, i galleggianti sono sui suoi lati e sono attaccati in modo che sia più facile prenderla fuori dall'acqua, e così via, è pesante e scomodo da trasportare e trasportare. In generale, guarda tu stesso, maestro maestro!
E invece dei rivetti, dovrai mettere delle viti, così la prossima volta sarà più facile cambiare il materiale.
Rubtsovsk
Ultima autorizzazione:
07.01.2018 17:34:41
Barnaul
Ultima autorizzazione:
27.01.2015 16:20:46
La chiglia di Cupido è sfregata sui buchi))))))))
ma Gregory e Radik si misero al lavoro.
il rinforzo di 10 vergella è giusto.
servirà ancora per molti anni))))))
Commento file: I telai sono piegati dal ghiaccio.
P22-04-15_19.04.jpg [454.19 KB | Visualizzazioni: 9757]
La chiglia di Cupido è sfregata sui buchi))))))))
ma Gregory e Radik si misero al lavoro.
il rinforzo di 10 vergella è giusto.
servirà ancora per molti anni))))))
Fuso orario: UTC + 6 ore
Utenti che stanno navigando in questo forum: nessun utente registrato e 3 ospiti
Tutti i materiali pubblicati su questo forum sono protetti da copyright e devono essere copiati solo con il permesso dell'amministrazione della RPO "Federazione di motonautica e turismo sportivo del Bashkortostan"
(c) 2013-2016 Tutti i diritti appartengono alla RPO "Federazione del turismo nautico e sportivo del Bashkortostan"
Club di pesca Voronezh> → Barche, motori, accessori → Barche in alluminio (vasi) domande su funzionamento, riparazione e messa a punto
Pagine 1 2 3… 6 Avanti
Devi effettuare il login o registrarti per inviare una risposta.
- Professore
- Cliente abituale
- Sul forum
- Dove: VORONEZH
- Registrato: 2010-06-01
- Messaggi: 5,145
- Ringraziato: 21959
- Per post: 26
Per festeggiare, apro un nuovo topic! Così sono diventato un allevatore di vasi! Piuttosto, formalmente, lo sono stato per molto tempo: un vecchio calderone del primo modello (allora stavano ancora facendo senza bocce) per 15 anni giaceva in campagna, in attesa dietro le quinte. Uma, per così dire, è stata reclutata. E ora, finalmente, ho messo le mani su di lei: due settimane di lavoro la sera e nei fine settimana, e la barca ha avuto una seconda vita. Volevo fare una barca non solo per la pesca e per l'anima, solo per guidare per il mio piacere. L'idea ha avuto successo quasi al 100%, di cui vorrei parlarvi.
Quindi, brevemente in ordine! La barca è stata tirata fuori in un luogo comodo per il lavoro, ripulita da rami e detriti, è stato effettuato il primo sopralluogo, che ha rivelato una serie di problemi, molti dei quali non sapevo esistessero, altrimenti probabilmente non sarei arrivato alla riparazione per altri 10 anni.... ma una volta deciso di fare - non c'è nessun posto dove ritirarsi.
Piaghe trovate:
1. buco nel lato,
2. lo scalmo è marcito,
3. la traversa è strappata,
4.la toppa sul fondo deve essere sostituita,
5. A poppa ci sono due gusci completamente marci.
6. i fissaggi delle panche sono allentati,
7.Roted tre fotogrammi sul lato interno del fondo,
8. il cappuccio dal costante camminare si è coperto di ampie crepe, raggiungendo rotture e ammaccature metalliche, il rinforzo interno del cappuccio è caduto,
9. La valvola di scarico è diventata acida, i supporti sono marci.
10. il serbatoio di galleggiamento di poppa destro è marcio.
Lo stato è deplorevole, ma gli occhi hanno paura e le mani stanno facendo.
Non so come rivettare il duralluminio e non voglio, quindi il metodo principale di riparazione era il serraggio dei bulloni in acciaio inossidabile sul sigillante.
La tavola di poppa è stata sostituita con gomma spessa, sullo specchio di poppa è stata installata una piastra di rinforzo costituita da una spessa lastra di duralluminio, sono stati rappezzati i fori, sono stati sostituiti lo scalmo e le cornici, è stata realizzata una piastra di duralluminio e avvitata sulla cappa, il vecchio la vernice è stata rimossa, il corpo è stato pulito, la porta del vano di prua è stata raddrizzata, la valvola è stata sostituita con una valvola a sfera da mezzo pollice la gru, il fissaggio delle panche, il serbatoio di galleggiamento è stato rinforzato, le cuciture sono state sigillate con un sigillante.
Ho deciso di verniciare in due colori: carena bianca, capote rossa, pozzetto e poppa bianchi.
Stucco, primer, pittura, verniciatura….quattro giorni di lavoro - e la barca ha acquisito una bellissima vista.
Poi ho installato panche, pavimento in compensato laccato.
Poi decorazioni e giocattoli: un tubo pneumatico sul cofano, un faro alogeno della UAZ, prese da 12 volt nell'abitacolo come connettori di alimentazione di bordo, una batteria nel vano di prua e gli ultimi ritocchi - installazione di un regolatore di tensione sul motore ( Pit 15) e collegando un generatore, gomma un tappetino di prua per un comodo ingresso nel pozzetto, riempiendo i lati di schiuma: lo yacht da diporto "YALTA" è pronto!
In termini di tempo, tutto è durato due settimane, in termini di denaro: 18-20 mila (più precisamente, non ho contato). Sulla base dei risultati delle prove in mare, raggiungerò il mio obiettivo in una settimana o due.
Oppure accedi tramite uno di questi servizi

I commenti possono essere postati solo da utenti registrati
Registra un nuovo account nella nostra community. Questo non è difficile!
Nessun utente registrato sta visualizzando questa pagina.




pag102 08 ott 2012
 pag102 08 ott 2012
pag102 08 ott 2012 pag102 12 ott 2012
non ci sono davvero persone che lavorano con i polimeri ((
C'è stato un caso. Due grandi obiezioni sono 1. adesione 2 coefficiente di temperatura. estensioni.
Rivetto inequivocabilmente.
pag102 15 ott 2012
Può essere riparato con i moderni materiali polimerici?
Quando si riparano i corpi AL di alcune marche di automobili, l'adesivo è ampiamente utilizzato con l'aiuto di composti epossidici e un liquido segreto, che aumenta l'adesione al metallo, praticamente senza pulirlo.
Ma se lo pulisci grossolanamente, ma per lucidare AL e applicare immediatamente il composto, allora l'ho provato io stesso e il mio bordo del boccaporto in AD-31 è incollato alla fibra di vetro. Ho camminato lungo il portello con i piedi per diversi anni e la connessione sta reggendo.
Perché non lo provi su un piatto di prova?
pag102 15 ott 2012
VASYa2011 15 ott 2012
 VASYa2011 15 ott 2012
VASYa2011 15 ott 2012è stato il caso di rivettare una barca importata dopo essere stata colpita. frittelle scorre.
c'è qualche tipo di strumento pneumatico?
Il martello dovrebbe essere molto più leggero del supporto sul lato posteriore, altrimenti le giunture adiacenti si romperanno. Esistono martelli pneumatici, necessitano di aria di circa 6 kg/cm2 ad una discreta portata.
Il messaggio è stato modificato da Tribune: 15 ottobre 2012 - 12:05
pag102 15 ott 2012
VASYa2011 15 ott 2012
Il martello dovrebbe essere molto più leggero del supporto.
E i rivetti, se in duralluminio, devono essere “rilasciati” prima
installazione e il nastro thiokol utilizzato per la sigillatura, ora ci sono molti mastice-ermenici.
Pilota 15 ott 2012
 Pilota 15 ott 2012
Pilota 15 ott 2012"Tratta come come come" (c) Dalla mia esperienza - i polimeri su leghe di Al non si attaccano. Anche la chiglia d'acciaio di Al Amur ha suscitato stupore. Non utilizzare nemmeno la saldatura: i rivetti adiacenti si indeboliranno e la guarnizione si brucerà.
Rivetto.
scoperta con sorpresa anche la chiglia d'acciaio del suo primo "Cupido"
C'è stato un caso. Due grandi obiezioni sono 1. adesione 2 coefficiente di temperatura. estensioni.
Ribattino senza ambiguità.
Colla
gli adesivi sono stati usati nell'industria aeronautica per molto tempo e non c'erano nemmeno i Cupidi.
sul primo aereo passeggeri "Komets", è stata incollata la pelle metallica dell'ala e della fusoliera. Le strutture dei velivoli Concorde, realizzate in lega di alluminio e progettate per una durata di migliaia di ore di volo, sono incollate tra loro con colla a base epossidica. Si deve presumere che le variazioni di temperatura e carico non siano presenti in barca. Apparentemente sono presenti anche standard di aeronavigabilità.
Probabilmente puoi trovare qualcosa di utile nei "manuali" per la riparazione dei danni da combattimento agli aerei sul campo.
Il messaggio è stato modificato da Rider: 15 ottobre 2012 - 15:26
Pilota 15 ott 2012
.. Probabilmente puoi trovare qualcosa di utile nei "manuali" per la riparazione dei danni da combattimento agli aerei sul campo.
nel ramo successivo si sta già scrivendo la “guida” per la riparazione dei danni da combattimento e la protezione degli scafi rivettati con vetroresina
5
i rivetti probabilmente andrebbero via con piacere
SanychSan 15 ottobre 2012
 SanychSan 15 ottobre 2012
SanychSan 15 ottobre 2012abbiamo pochi specialisti del genere. è stato il caso di rivettare una barca importata dopo essere stata colpita. frittelle scorre. E una domanda passeggera. Come deve essere eseguita questa procedura? sui rivetti come le informazioni trovate che 2 tipi usano.e che rivetti? c'è qualche tipo di strumento pneumatico? c'è vendetta che si restringe completamente dall'interno non puoi strisciare
Tutto questo è rivettato con il metodo della rivettatura posteriore. Bussano alla testa, tramite un mandrino, o un martello pneumatico (KP-14 = fino a 4mm e KP-24 da 5 ki). All'interno c'è un supporto (ad esempio con una forma lungo il profilo - 2,5 kg, o meno se non ti preoccupano le mani). Consiglio di trovare una rivettatrice all'aeroporto.
Tutto questo è rivettato con il metodo della rivettatura posteriore. Bussano alla testa, tramite un mandrino, o un martello pneumatico (KP-14 = fino a 4mm e KP-24 da 5 ki). All'interno c'è un supporto (ad esempio con una forma lungo il profilo - 2,5 kg, o meno se non ti preoccupano le mani). Consiglio di trovare una rivettatrice all'aeroporto.
La rivettatura inversa è una delizia, non potevo farlo. In questi casi, ha semplicemente capovolto il rivetto (o cambiato con un'altra testa) e rivettato sull'altro lato. Anche con una pistola non dovrebbe esserci un busto, troppo potente richiede un mandrino pesante, non puoi infilarlo ovunque ed è già difficile tenerlo.
Tuttavia, tutto viene con l'esperienza. Se le tue mani non sono storte, non importa da dove crescono
SanychSan 16 ottobre 2012
La rivettatura inversa è una delizia, non potevo farlo. In questi casi, ha semplicemente capovolto il rivetto (o cambiato con un'altra testa) e rivettato sull'altro lato. Anche con una pistola non dovrebbe esserci un busto, troppo potente richiede un mandrino pesante, non puoi infilarlo ovunque ed è già difficile tenerlo.
Tuttavia, tutto viene con l'esperienza. Se le tue mani non sono storte, non importa da dove crescono
Esperienza di 19 anni. Riveter 5 ° grado aeroporto Nizhnevartovsk.
Possiamo far saltare in aria nada?
“In alcuni casi vengono utilizzati tipi speciali di rivetti: esplosivi (AN — 1504).
I rivetti a scoppio hanno una rientranza (camera) nell'estremità libera dell'asta, riempita con un esplosivo, che è protetto dalla penetrazione dell'umidità atmosferica da uno strato di vernice. I rivetti esplosivi sono realizzati con un diametro di 3,5; 4; 5 e 6 mm in filo D18P. La lunghezza del nucleo dei rivetti esplosivi va da 6 a 20 mm, lo spessore della confezione rivettata va da 1,6-2,5 a 14,1-15 mm.
Il processo di rivettatura esplosiva è diverso dalla rivettatura convenzionale. Qui, un riscaldatore elettrico viene utilizzato come strumento di rivettatura.
La rivettatura con rivetti esplosivi consiste nell'inserire un rivetto in un foro, nella cui estremità libera dell'asta è presente una camera riempita con un esplosivo. Con un leggero colpo di martello (a freddo), il rivetto è sconvolto. Quindi sulla testa dell'inserto viene posizionata la punta del riscaldatore elettrico 1. Entro 2-3 s, il rivetto si riscalda e ad una temperatura di 130-160 ° C, la carica esplode, mentre l'estremità dell'asta si espande fortemente e forma una testa di chiusura. "
Qui
Il post è stato modificato da Alessandro: 16 ottobre 2012 - 14:00
SanychSan 16 ottobre 2012
Possiamo far saltare in aria nada?
“In alcuni casi vengono utilizzati tipi speciali di rivetti: esplosivi (AN — 1504).
I rivetti a scoppio hanno una rientranza (camera) nell'estremità libera dell'asta, riempita con un esplosivo, che è protetto dalla penetrazione dell'umidità atmosferica da uno strato di vernice. I rivetti esplosivi sono realizzati con un diametro di 3,5; 4; 5 e 6 mm in filo D18P. La lunghezza del nucleo dei rivetti esplosivi va da 6 a 20 mm, lo spessore della confezione rivettata va da 1,6-2,5 a 14,1-15 mm.
Il processo di rivettatura esplosiva è diverso dalla rivettatura convenzionale. Qui, un riscaldatore elettrico viene utilizzato come strumento di rivettatura.
La rivettatura con rivetti esplosivi consiste nell'inserire un rivetto in un foro, nella cui estremità libera dell'asta è presente una camera riempita con un esplosivo. Con un leggero colpo di martello (a freddo), il rivetto è sconvolto. Quindi sulla testa dell'inserto viene posizionata la punta del riscaldatore elettrico 1. Entro 2-3 s, il rivetto si riscalda e ad una temperatura di 130-160 ° C, la carica esplode, mentre l'estremità dell'asta si espande fortemente e forma una testa di chiusura. "

La barca in vetroresina ha guadagnato popolarità per la sua durata e affidabilità. La fibra di vetro presenta numerosi vantaggi significativi rispetto ad altri materiali. La nave può essere assemblata in modo rapido ed economico.Una barca in vetroresina fai-da-te è un'opzione economica e degna per le battute di pesca.
La piccola barca di plastica è principalmente destinata alla pesca. Può essere utilizzato anche per la nautica, lo sport. Condizioni operative della barca sull'acqua: onda non più alta di 60 cm, forza del vento - fino a 4 punti su una scala di dieci punti. La barca in vetroresina è un'ottima alternativa ai gommoni.
La fibra di vetro è l'unico materiale che ti consente di creare da solo una forma di qualsiasi complessità. Il design indipendente del fondo consente di dotarlo di redans di qualsiasi configurazione. È possibile massimizzare l'efficienza delle prestazioni di navigazione della barca posizionando i gradini nei punti più idonei. Inoltre, il design della barca fatta in casa rifletterà il carattere del suo proprietario.

Esiste un metodo per realizzare una barca fatta in casa da compensato e fibra di vetro, quando la plastica viene utilizzata solo per il rivestimento esterno della barca. Ma questa tecnologia non paga. Lo strato di compensato sotto la plastica raccoglie rapidamente l'umidità, aumentando il peso della barca. C'è una rapida distruzione del compensato a causa dell'influenza dei microrganismi e del processo di delaminazione, perché il compensato ha una resistenza significativamente inferiore alla plastica.
Come fare una barca? Seguendo attentamente tutte le regole, anche un principiante sarà in grado di svolgere questo compito. Il processo tecnologico è semplice e di bilancio. Lo scafo della nave è creato a causa del riempitivo rinforzante impregnato con la composizione polimerica.
Materie prime utilizzate come riempitivo di rinforzo nella fabbricazione del telaio:
- base dello scafo, fianchi - fibra di vetro roving TP-07, TP-03, TP-056;
- rafforzamento locale delle singole aree - tessuti in vetro strutturale T-11, T-13.
La vetroresina è di diversi tipi a seconda del tipo di tessitura, della dimensione dei fili. Fondamentalmente scegli la tessitura "obliqua" o satinata. I fili devono essere attorcigliati. Il materiale viene venduto sotto forma di fogli, rotoli, nastro adesivo.

La vetroresina viene venduta impregnata di un composto grasso. Per saturare meglio il tessuto con il legante, l'incollatura deve essere rimossa con benzina, acquaragia o acetone. Il tessuto sgrassato viene essiccato all'aria per circa 2-4 ore.
Avrai bisogno di resina per legare il materiale di rinforzo. Esistono tre tipi di resine utilizzate nell'industria navale: epossidica, vinilestere, poliestere. Le caratteristiche più importanti delle resine nella costruzione di una barca in vetroresina da qualsiasi tipo di fibra sono l'adesione e l'impregnazione.
Un'opzione economica è utilizzare la resina poliestere, che consente di creare un unico pezzo di fibra di vetro in un'unica operazione. Puoi applicare la resina TM Ashland. Per creare un rivestimento decorativo e protettivo della custodia, avrai bisogno di un gelcoat. Avrai anche bisogno di compensato con uno spessore di almeno 1,2 cm, che ha resistenza all'umidità.
Fare una barca è impossibile senza un disegno competente. La progettazione della futura moto d'acqua può essere eseguita utilizzando il programma AutoCAD. Innanzitutto, viene creato un modello 3D, quindi schemi di cornici, motivi. I disegni già pronti sono presi da siti specializzati su Internet. Ora puoi iniziare a costruire la tua barca in vetroresina.


















