
Nel dettaglio: riparazione fai-da-te di una perforatrice 2n125 da un vero maestro per il sito my.housecope.com.
Produttore di trapani verticali modelli 2Н125, 2Н135, 2Н150, 2Г175 - Impianto di macchine utensili Sterlitamak, NPO Machine-Tool Building LLC, fondata nel 1941.
La storia della fabbrica di macchine utensili Sterlitamak inizia il 3 luglio 1941, quando iniziò l'evacuazione della fabbrica di macchine utensili di Odessa nella città di Sterlitamak.
Già l'11 ottobre 1941, lo stabilimento di macchine utensili Sterlitamak iniziò a produrre macchine utensili modulari speciali per l'industria della difesa.
Attualmente, lo stabilimento produce attrezzature per la lavorazione dei metalli, tra cui torni e fresatrici CNC, centri di lavoro multifunzionali, lavorazione dei metalli e utensili da taglio.
La foratrice verticale universale 2H125, con un diametro nominale di foratura di 25 mm, viene utilizzata nelle imprese con una produzione singola e su piccola scala di prodotti ed è progettata per eseguire le seguenti operazioni: foratura, alesatura, svasatura, svasatura, alesatura e rifilatura del finisce con i coltelli.
I limiti del numero di giri e degli avanzamenti del mandrino consentono di lavorare vari tipi di fori in condizioni di taglio razionali.
Cronologia la produzione dello stabilimento di foratrici verticali serie 2125 con diametro di foratura fino a 25 mm:
- 2125 - il primo modello di una serie di perforatrici verticali, prodotte dal 1945 al 1950.
- 2A125, 2A125A, 2A125K - i seguenti modelli della serie, prodotti dal 1950 al 1965
- 2N125, 2N125A, 2N125K, 2N125F2 - il modello più popolare e prodotto in serie della serie, prodotto dal 1965 all'inizio degli anni '90
- 2S125, 2S125-01, 2S125-04 - gli ultimi modelli della serie. Interrotto nel 2014
| Video (clicca per riprodurre). |
La presenza di avanzamento meccanico del mandrino sulle macchine, con controllo manuale dei cicli di lavoro.
Consente la lavorazione di parti in un'ampia gamma di dimensioni di vari materiali utilizzando utensili in acciai ad alto tenore di carbonio e ad alta velocità e leghe dure.
Le macchine sono dotate di un dispositivo di inversione del motore elettrico del movimento principale, che permette di filettarle con maschi a macchina con avanzamento manuale del mandrino.
Categoria di posizionamento 4 secondo GOST 15150-69.
Sviluppatore - Odessa Special Design Bureau of Special Machine Tools.
Le foratrici verticali di base vengono utilizzate per lavorare fori di diversi diametri: 2H125... Le ultime due cifre di ciascun numero di modello indicano il diametro del foro più grande in mm che può essere praticato su questa macchina in 45 pezzi grezzi in acciaio.
Sulla base dei suddetti modelli base di macchine utensili, sono stati creati i seguenti modelli modificati:
2N125A - foratrici verticali con controllo automatizzato (il controllo avviene tramite camme e pulsanti preimpostati);
2N125K - coordinare foratrici verticali con tavola a croce;
2N125S - speciali foratrici verticali a una posizione con un cannotto flangiato, che serve per il fissaggio di teste plurimandrino;
2Н125Н - foratrici multiposizione progettate per l'installazione di teste plurimandrino e tavole rotanti;
2N125F2 - Foratrici CNC, tavola a croce e torretta, ecc.
- 2T125, 2T140, 2T150 - produttore: stabilimento di Gomel di unità di macchine utensili
- 2АС132, 2АС132-01 - produttore: fabbrica di macchine utensili Astrakhan
- 2L125, 2L132, 2L135, LS25, LS35 - produttore: stabilimento di macchine utensili di Lipetsk (PJSC STP-LSP)
- MN25L, MN25N-01 - produttore: stabilimento di macchine utensili Molodechno
Disegno dello spazio di lavoro della foratrice 2H125
Foto della perforatrice 2Н125
Posizione delle parti principali della perforatrice 2H125
- Azionamento per trapano - 2N125.21.000
- Scatola velocità macchina - 2H125.20.000
- Pompa a pistoni olio - 2N125.24.000 per macchina 2N125
- Pompa a pistoni olio - 2Н135.24.000
- Scatola di alimentazione - 2Н125.30.000
- Colonna, tavolo, piatto - 2H125.10.000
- Meccanismo di controllo della velocità e dell'avanzamento - 2H125.25.000
- Armadio elettrico - 2N125.72.000
- Materiale elettrico - 2N125.94.000
- Assieme mandrino - 2H125.50.000
- Sistema di raffreddamento della macchina - 2H125.80.000
- Testa di foratura - 2H125.40.000
Predisposizione comandi per trapano 2H125
- Etichetta - Refrigerante "riempimento"
- Piatto - "Scolare"
- Interruttore di raffreddamento
- + 19 bulloni per la regolazione del cuneo del tavolo e della testa di perforazione
- Maniglia per spostare il tavolo
- Morsetto da tavolo e viti a testa forata
- Etichetta - "Messa a terra"
- Interruttore di apertura
- Decalcomania - "Interruttore principale"
- Tasto segnale MACCHINA ACCESA
- Pulsante per l'accensione della rotazione destra del mandrino
- Pulsante rotazione mandrino sinistro
- Pulsante per l'attivazione del movimento oscillatorio del mandrino durante la commutazione delle velocità e degli avanzamenti
- Pomello del cambio
- Pulsante STOP
- Piatto - "Velocità"
- Decal - "Cambia velocità solo all'arresto"
- Morsetto da tavolo e viti a testa forata
- +4 bulloni per la regolazione del cuneo del tavolo e della testa di perforazione
- Piastra - "Avanzamento, mm per giro"
- Maniglia dell'interruttore di alimentazione
- Pulsante di alimentazione manuale
- Volantino del meccanismo di alimentazione
- Arto per la lettura della profondità di lavoro
- Interruttore della luce
- Etichetta - "Raffreddamento"
- Interruttore della pompa di raffreddamento
- Camma per la regolazione della profondità di lavoro
- Camma per la regolazione della profondità del filo da tagliare
- Leva per l'inversione automatica dell'azionamento principale quando viene raggiunta la profondità specificata del filo tagliato
- Leva per l'arresto dell'avanzamento meccanico al raggiungimento della profondità di lavoro specificata
- Squadra per il movimento manuale della testa di perforazione
Schema cinematico della foratrice 2H125
Elenco dei simboli grafici sulla foratrice 2H125
Disegno del cambio della foratrice 2N125
Cambio e trasmissione. Il cambio informa il mandrino di 12 diverse velocità mediante blocchi mobili 5 (Fig. 7), 7, 8. I supporti dell'albero della scatola sono posizionati in due piastre: quella superiore e quella inferiore 4, fissate insieme da quattro tiranti 6 Il cambio è fatto ruotare verticalmente da un motore elettrico tramite un giunto elastico 10 e un treno di ingranaggi 9. L'ultimo albero 2 della scatola - il manicotto - presenta un foro scanalato attraverso il quale viene trasmessa la rotazione.
Attraverso la coppia di ingranaggi 3, la rotazione viene trasmessa alla scatola di alimentazione.
La lubrificazione della scatola ingranaggi, come tutti i gruppi di montaggio della testa di perforazione, è realizzata da una pompa a pistoni fissata sulla piastra inferiore 4. Il funzionamento della pompa è controllato da un apposito indicatore dell'olio sulla parte anteriore della piastra del sottomotore.
Il meccanismo per il controllo delle velocità e degli avanzamenti della perforatrice 2H125
Il meccanismo per la commutazione delle velocità e degli avanzamenti della perforatrice 2H125
Meccanismo di cambio velocità e avanzamento... Le marce vengono cambiate dalla maniglia 2 (Fig. 8), che ha quattro posizioni sulla circonferenza e tre lungo l'asse, la commutazione dell'avanzamento viene effettuata dalla maniglia 3, che ha tre posizioni sulla circonferenza per i modelli di macchina 2H135 e quattro per 2H150 e tre posizioni lungo l'asse. Le impugnature si trovano sulla parte anteriore della testa di perforazione. Il conteggio delle velocità e degli avanzamenti inclusi viene effettuato secondo le tabelle 1 e 4.
Scatola di alimentazione della perforatrice disegno 2N125
Riduttore. Il meccanismo è montato in un alloggiamento separato e installato nella testa del trapano. Grazie al movimento di due blocchi tripli, vengono eseguiti nove avanzamenti diversi sulle macchine 2H125, 2H135 e dodici avanzamenti sulla macchina 2H150. Sulle macchine 2H125 e 2H135, le scatole di alimentazione differiscono solo nell'azionamento, che consiste negli ingranaggi 1 sulla macchina 2H125 (Fig. 9), sulle macchine 2H125, 2H135 - rispettivamente dagli ingranaggi 2, 3.La scatola di alimentazione è montata nel foro del supporto superiore della vite senza fine del meccanismo di alimentazione. Sull'ultimo albero della scatola è presente una frizione 4, che trasferisce la rotazione alla vite senza fine.
Disegno della testa di foratura della foratrice 2H125
Testa del trapano è una fusione a sezione scatolata, nella quale sono montate tutte le principali unità di assemblaggio della macchina: un cambio, un cambio, un mandrino, un meccanismo di avanzamento, un contrappeso del mandrino e un meccanismo per la commutazione delle velocità e degli avanzamenti.
Meccanismo di alimentazionecostituito da un ingranaggio a vite senza fine, un albero orizzontale con cremagliera e pignone, un quadrante, una camma e giunti a ruota libera a cricchetto, un volante, è parte integrante della testa di perforazione.
Il meccanismo di alimentazione è azionato dalla cassetta di alimentazione ed è progettato per eseguire le seguenti operazioni:
- approccio manuale dell'utensile al pezzo;
- accensione del feed di lavoro;
- avanzamento alimentazione manuale;
- spegnere il feed di lavoro;
- rientro manuale del mandrino verso l'alto;
- alimentazione manuale utilizzata durante l'infilatura.
Il principio di funzionamento del meccanismo di alimentazione è il seguente: quando il volantino 14 (Fig. 10) ruota, la frizione a camme 8 ruota verso se stessa, che ruota l'albero del pignone 3 della cremagliera e del pignone attraverso la mezza frizione a gabbia 7 , e il mandrino viene alimentato manualmente. Quando l'utensile si avvicina al pezzo, sull'albero del pignone 3 si crea una coppia che non può essere trasmessa dai denti della frizione a camme 8, e la gabbia della semifrizione 7 si muove lungo l'albero fino alle estremità delle camme delle parti 7 e 8 si scontrano. In questo momento, la frizione a camme 8 ruota rispetto all'albero del pignone 3 con un angolo di 20 °, che è limitato dalla scanalatura nella parte 8 e dal perno 10. Sulla gabbia - mezza frizione 7, c'è una doppia disco a cricchetto 6 dentato collegato alla semifrizione mediante nottolini 13. Quando si sposta la semifrizione a gabbia 7 i denti del disco 6 si innestano con i denti del disco, resi solidali alla ruota elicoidale 5. Di conseguenza, la rotazione dalla vite senza fine viene trasmessa alla cremagliera e il mandrino viene alimentato meccanicamente. Con ulteriore rotazione del volante 14 con alimentazione inserita, i nottolini 13, alloggiati nel semigiunto 7, scivolano lungo i denti della faccia interna del disco 6; c'è un avanzamento manuale dell'avanzamento meccanico.
Quando si accende manualmente l'alimentazione tramite il volantino 14 (dopo averlo ruotato verso se stesso di un angolo di 20 °), il dente della frizione 8 si trova contro la cavità della clip della semifrizione 7. A causa della forza assiale e di uno speciale molla 12, la semifrizione 7 viene spostata verso destra e disimpegna i dischi dentati 5 e 6; arresti meccanici dell'alimentazione.
Il meccanismo di avanzamento consente l'avanzamento manuale del mandrino. Per fare ciò, disattivare l'avanzamento meccanico con il volantino 14 e allontanare da sé il cappuccio 9 lungo l'asse dell'albero dell'ingranaggio 3. In questo caso il perno II trasmette la coppia dalla frizione a camme 8 all'albero orizzontale. Sulla parete sinistra della testa di foratura è montato un arto 4 per la lettura visiva della profondità dopo la lavorazione e la regolazione delle camme.
C'è un meccanismo per il movimento manuale della testa di perforazione lungo le guide della colonna, che consiste in una coppia di vite senza fine 2 e una coppia di cremagliera e pignone I. Per proteggere il meccanismo di alimentazione dalla rottura, è presente una frizione di sicurezza 15. Dado 16 e vite 17 servono per regolare il contrappeso a molla.
Assemblaggio mandrino della foratrice verticale 2H125
Il mandrino 2 (Fig. 11) è montato su due. La forza di avanzamento assiale è assorbita dal cuscinetto reggispinta inferiore e la forza di estrazione dell'utensile è assorbita da quello superiore. I cuscinetti si trovano nel manicotto 3, che si muove lungo l'asse con l'aiuto di una coppia di cremagliera e pignone. I cuscinetti del mandrino sono registrati con il dado 1.
Un dispositivo speciale sulla testa del mandrino viene utilizzato per estrarre l'utensile. Il knockout si verifica quando il mandrino viene sollevato dal volantino. Il supporto del dispositivo va in battuta contro l'alloggiamento della testa di perforazione, e la leva 4, ruotando attorno all'asse; fa fuoriuscire lo strumento.
Schema elettrico della foratrice 2H125
Descrizione del lavoro del circuito elettrico della macchina
Accendendo l'interruttore di ingresso B1 si eccitano i circuiti principale e ausiliario, la spia di segnalazione si accende.Se è necessario il raffreddamento e l'illuminazione, gli interruttori corrispondenti vengono posizionati in posizione "ON". Premendo il pulsante Kn2 "RIGHT", la bobina di avviamento P1 riceve alimentazione, i contatti principali accendono M1 alla rotazione destra del mandrino. Tramite i contatti di blocco P1 viene inserito l'avviatore P5 che accende l'elettropompa M2 e il relè di ritardo P12.
Quando si preme il pulsante SC "SINISTRO", l'avviatore P1, il motore elettrico M1, il relè P12 vengono scollegati dopo che il condensatore C3 si è scaricato, i contatti del relè P12 (28-26) vengono chiusi e gli avviatori P2 e M1 sono accesi per la rotazione a sinistra. Il relè P12 si riaccende.
Con l'inversione automatica, queste commutazioni avvengono quando il microinterruttore B4 viene azionato dalla camma montata sul quadrante.
L'arresto si effettua premendo il pulsante Kn1 "STOP", mentre gli avviatori P1 o P2, P5 vengono spenti, scollegando M1, M2. Tramite i contatti del relè P12 (7-9), viene acceso il relè P11, seguito dall'accensione degli avviatori P3 e P4. Gli avvolgimenti del motore elettrico M1 sono collegati tramite i raddrizzatori D1, D2 al trasformatore Tr2, avviene la frenatura dinamica. Dopo la scarica del condensatore C1, C2, il relè P11 si spegne, scollegando gli avviatori P3, P4 e M1 dal circuito del freno.
Quando si cambiano le velocità, se gli ingranaggi non si innestano, viene utilizzata la rotazione a gradini del rotore del motore elettrico. Premendo il pulsante Kn4 "PROVOROT" si accende l'avviatore P4, una tensione raddrizzata ridotta scorre attraverso le fasi 1C2-1CЗ. Il relè P11 si accende con un ritardo attraverso la resistenza P2, spegnendo l'avviatore P4 e accendendo P3 - la tensione scorre attraverso le fasi 1C1-1C2. Tali cambi forniscono l'oscillazione del rotore e della cinematica, che facilita il cambio di marcia.
I relè termici sono utilizzati per la protezione da sovraccarico. Per la protezione zero - bobine e contatti di avviatori magnetici.
Pagine 1 2 3 Avanti
Devi effettuare il login o registrarti per inviare una risposta.
- Cavaliere Jedi
- Dove: Kostroma
- Registrazione: 23-05-2011
- Messaggi: 1,010
Ho estratto un trapano da metallo ferroso. Non ho preso molte cose, l'ho pulito, unto, collegato alla rete, tutto funziona in linea di principio, ma c'è una cosa. Quando viene attivato l'avanzamento automatico, il mandrino si muove normalmente nell'aria, non appena inizia ad entrare nel metallo, l'avanzamento viene disattivato. Ho provato diverse combinazioni di velocità, il risultato è lo stesso.
Quando si fora un pezzo di legno, non ci sono problemi del genere
C'è un flusso di calore, ma per ora è stato interrotto. Dico che il problema non è nell'impianto elettrico, c'è un motore per la rotazione e per l'abbassamento, ora è collegato direttamente a 380v tramite una macchina convenzionale. La rotazione non si ferma, solo l'abbassamento si ferma.
Metallo ferroso magico. 
Se non è un segreto, quanto è costata la salvezza?
Non lo so ancora per certo, la persona designata 25 r / kg, la macchina non è stata ancora pesata, ma su Internet pesa circa 600 kg.
E davvero magico, ora non puoi comprare nulla di utile per quel tipo di denaro. Qualcosa di simile costerà molte volte di più.
Prima di allora, ho comprato un tornio completamente funzionante per 15 tr. compreso il trasporto. il suo peso è di 1,3 tonnellate)
Prima di allora, ho comprato un tornio completamente funzionante per 15 tr. compreso il trasporto. il suo peso è di 1,3 tonnellate)
Fortuna irreale. È semplicemente irreale.
Questo appare spesso lì?! Vorrei monitorare in qualche modo la situazione su queste cose. Non so nemmeno come.
Installi tutto questo nel tuo garage-officina?
- PVS
- Maestro Jedi

- Dove: Sverdlovsk
- Registrazione: 15-06-2011
- Messaggi: 14,334
Quindi è necessario effettuare un'alimentazione manuale
- Cavaliere Jedi
- Dove: Kostroma
- Registrazione: 23-05-2011
- Messaggi: 1,010
Quindi è necessario effettuare un'alimentazione manuale
Prima di allora, ho comprato un tornio completamente funzionante per 15 tr. compreso il trasporto. il suo peso è di 1,3 tonnellate)
Fortuna irreale. È semplicemente irreale.
Questo appare spesso lì?! Vorrei monitorare in qualche modo la situazione su queste cose. Non so nemmeno come.
Installi tutto questo nel tuo garage-officina?
Queste sono cose provenienti da luoghi diversi. Solo una coincidenza.
No, ho un'officina di carpenteria metallica. Affitto una stanza.
precedentemente affittato una stanza con un certo numero di macchine.Volevo comprare qualcosa in cambio, non l'hanno regalato, ora è tutto in giro per strada, ma comunque non danno nulla in cambio.
ancora non regalare nulla
Il punto centrale di un manager inetto. Fanculo uno strumento del genere. Sanno solo come affittare e avere dei babboni. E la mente per padroneggiare l'attrezzatura disponibile non è sufficiente.
Guardo YouTube, a Ufa la stessa merda, un ex stabilimento con i cavalletti delle macchine, che valgono davvero la pena. Puoi riacquistare al prezzo del metallo. Solo la consegna sarà costosa, immagino. Se necessario, contatterò la persona che ci lavora/fa/rimuove i blog.
Non ci sono solo torni, ce ne sono alcuni molto specializzati, come una pressa per tonnellate feroci e tutto il resto. Non ricordo esattamente. Un enorme mucchio di cinture ammucchiate in una stanza separata.
Di certo non lo so, ma perché vorresti servire questo? Non ho mai usato il mio feed. Ha un problema eterno, è il grasso. Se il tuo grasso non scorre e un paio di: mandrino - penna senza gioco, buona fortuna.
Pagine 1 2 3 Avanti
Devi effettuare il login o registrarti per inviare una risposta.
Messaggio n. 1 Alex72 »02 gen 2018, 12:43
Messaggio n. 2 RIGA »02 gen 2018, 12:48
Messaggio n. 3 Salnik1970 »02 gen 2018, 13:20
Messaggio n. 4 vanek-in1 »02 gen 2018, 17:12
Messaggio # 5 Operatore della macchina »02 gennaio 2018, 18:16
Messaggio # 6 Salnik1970 »02 gen 2018, 21:09
Messaggio # 7 Alex72 »03 gen 2018, 13:01
Grazie ! Raccontare. Qual è il lato migliore per aprire il coperchio laterale? Cosa sarebbe meglio avvicinarsi a questa primavera
Inviato dopo 2 minuti 31 secondi:
Messaggio # 8 Salnik1970 »03 gen 2018, 13:41
Messaggio # 9 vanek-in1 »03 gen 2018, 13:42
Messaggio # 10 Alex72 »06 gen 2018, 01:56
L'ho aperto oggi dal lato dell'arto. Tirato fuori la flangia. Attaccato ad esso con due bulloni. Una specie di meccanismo a molla. con un giogo. L'ingranaggio solare è rimasto sulla flangia. Include un piccolo ingranaggio. Che è sull'albero del volante stesso. Sollevato manualmente la penna. Supportato. e raccolto tutto. La penna non cade. Bene. Ma anche lei non torna in cima.
Sto leggendo. cosa c'è nel marciapiede. ... Per quanto ho capito. C'è una catena con un peso per riportare la penna su.
E un'altra domanda: Richiedi il dispositivo del cappuccio sulla ruota 125k. Mi sono perso.
Quanto è difficile realizzarlo da soli?
Inviato dopo 2 minuti 53 secondi:
Un po' di sfondo. Ho lavorato per qualche tempo in un'officina di riparazione per pompe del carburante ad alta pressione (pompe del carburante ad alta pressione), e al secondo piano c'era una perforatrice abbandonata, cioè una perforatrice. Il proprietario l'ha portata all'inferno, comprandole, secondo lui, "un sostituto adeguato". Alla mia domanda, qual è il problema con lei, ha risposto che la penna colpisce e non è più possibile per lei forare.
Girando per la macchina, mi sono accorto che il proprietario, per mia fortuna, era pieno
il manichino era sbagliato e il problema erano i cuscinetti. Ma non gliel'ho detto, ma mi sono semplicemente offerto di comprare questa "roba" da lui al prezzo del rottame, a cui, in effetti, ha rapidamente accettato. Così, sono diventato l'orgoglioso proprietario di un trapano alla fine degli anni '60, che pesava meno di 150 chilogrammi, la sua colonna è fusa, un pezzo unico, cono Morse n. 2 in aculei e un motore a chilowatt. In breve, una macchina industriale piuttosto piccola.
Ho subito chiamato un amico con un semirimorchio e noi, finché nessuno ha cambiato idea, l'abbiamo smontato in pezzi più digeribili, l'abbiamo caricato su un'auto e l'abbiamo portato a casa mia sul balcone della mia officina.

Inoltre, è stato eseguito uno smontaggio più dettagliato della macchina, spingendo fuori i cuscinetti uccisi nella spazzatura:

Questo è stato seguito da: lavare tutto dal grasso vecchio, pulire dalla vecchia vernice, sostituire i cuscinetti con quelli nuovi chiusi (intasati di grasso dal produttore).



"Cappello pulito" - protezione della cintura:

Assieme canotto già con cuscinetti nuovi:

Allo stesso tempo, è stata eseguita la stuccatura e la verniciatura della macchina:



Le ultime parti sono state lavate, sono stati applicati dei termorestringenti sulle maniglie per un aspetto più estetico, è stato acquistato del grasso (grasso) e tutto è pronto per l'assemblaggio finale:



Piano piano tutto va a posto:

Nel processo, è stato deciso di non vaporizzare con il vecchio motore trifase, non ho ancora tre fasi a casa, quindi è stato ottenuto un nuovo motore per kilowatt di potenza ed è stato lavorato un adattatore. La puleggia viene issata al suo posto legittimo sul nuovo motore:

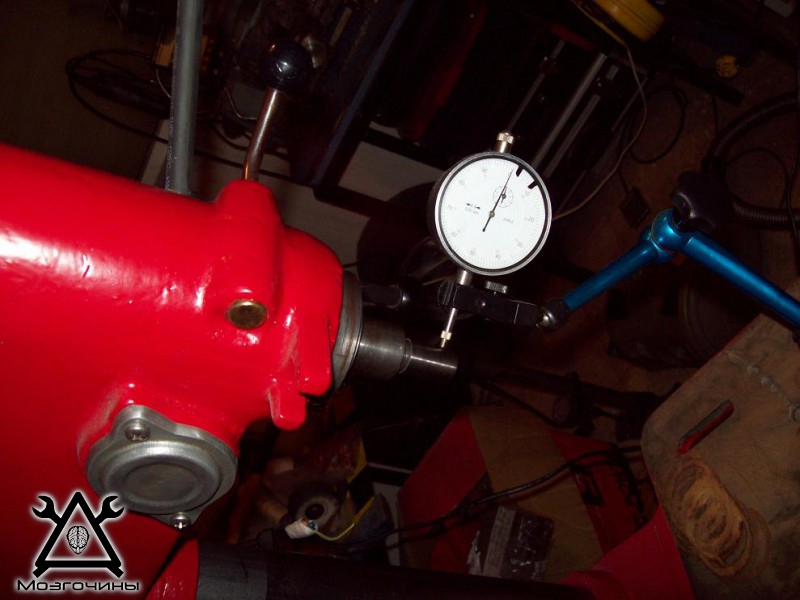
Ricordando che sarebbe bello controllare i risultati della riparazione della penna, più precisamente la sostituzione dei cuscinetti, e guardare i battiti risultanti, ho provato a farlo. E - oh, un miracolo! - nonostante il fatto che quando ho scelto i cuscinetti non ho perseguito la classe di precisione, il risultato ha superato tutte le aspettative, l'eccentricità radiale è 0,01:
Infine, un paio di ultime piccole cose - e le macchine sono già a posto:


E alla fine - una piccola curiosità. La macchina è venuta appena brillante, precisa, potente, ma un problema: GIRA IN ALTRO MODO, cioè a sinistra
La morale della favola è che non bere molta birra quando si ripristina l'attrezzatura. L'ho avviato un centinaio di volte, l'ho ruotato, ruotato e NON ho MAI notato che ruotava nella direzione opposta (probabilmente perché non c'era la cartuccia e non era visibile sull'asse tondo). Ma non importa. Avendo acceso il motore, mi sono reso conto che non sarebbe stato possibile invertire facilmente, e, sputandoci sopra, ho comprato un set di trapani "sinistri", lo uso da diversi anni e sono felice come un elefante

- Medaglione steampunk fai da te - 16/12/2016
- Accendino Steampunk - 08/12/2016
- Un'altra unità flash Steampunk - 28/07/2016
- Unità flash Steampunk - 12.07.2016
- Scooter elettrico reclinabile - 18/06/2016
- Cruscotto per scooter elettrico - 04.06.2016
- Mini kubotan, apriscatole, portachiavi - 05/12/2016
- Mini martello - 30/04/2016
- Chiavetta USB a forma di candela - 25/04/2016
- Ciondoli per motociclisti - video - 18/04/2016
- Attacco elettrico per carrozzina - 07/09/2014
- Fari a LED per bici elettriche - 25/06/2014
- Lampada stile post-core - 24.06.2014
- Fari a LED per biciclette elettriche - 22/06/2014
- Bordatrice per marmo - 21/06/2014
Non puoi cambiare il senso di rotazione? Per quanto ne so, solo quando si collegano gli avvolgimenti con un "delta" con cavi saldati è problematico cambiare la direzione di rotazione. In tutti gli altri casi, puoi.
Classe. Ci saranno altri articoli con restauro?
Se trovo delle foto, ce ne sarà un'altra su un piccolo tornio :)
Guardate le immagini, no, questo è un incubo completo, non si vede nulla, ci saranno altri progetti
Non tutti i dispositivi monofase sono facilmente reversibili, nel mio, senza uno smontaggio completo per arrivare agli avvolgimenti, ho semplicemente deciso di non vaporizzare.
La macchina è in funzione ormai da 4 anni e non ci sono lamentele, i trapani sinistri vengono solitamente utilizzati su macchine a controllo numerico e quindi di qualità molto superiore, poiché sono progettati per un carico intenso.
Certo, un workshop è possibile, ma oltre ad esso ci sono decine di articoli
Devi solo pensare in quale sezione inserirlo.
Vediamo, penso che sia meglio come argomento separato, nel toolkit, per esempio.
Super. Post successivo pubblica il tuo workshop. Tutti hanno già apprezzato e vorrebbero vedere il tuo posto di lavoro. Penso che sarà valido.
Il tuo browser non supporta il canvas.





Le foratrici verticali universali 2H125, 2H135, 2H150 sono utilizzate nelle imprese con produzione di prodotti singoli e su piccola scala e sono progettate per eseguire le seguenti operazioni: foratura, alesatura, svasatura, svasatura, alesatura e rifilatura con coltelli.
La presenza di un avanzamento meccanico del mandrino su macchine utensili, con controllo manuale dei cicli di lavoro, consente la lavorazione di parti in un'ampia gamma di dimensioni di vari materiali utilizzando utensili in acciai ad alto tenore di carbonio e super rapido e leghe dure.
Le macchine sono dotate di un dispositivo di inversione del motore elettrico del movimento principale, che permette di filettarle con maschi a macchina con avanzamento manuale del mandrino.
Categoria di posizionamento 4 secondo GOST 15150-69.
Diagramma cinematico
Lo schema cinematico delle macchine 2H125, 2H135 è mostrato in Fig. 5.
A causa della semplicità degli schemi cinematici, non viene fornita la loro descrizione.
Nota.La catena di movimento della tavola è la stessa per tutte e tre le macchine.
La catena di alimentazione è la stessa per le macchine 2125 e 2H135.
Colonna, tavolo, piatto
La colonna della macchina è in ghisa. La testa di perforazione e la tavola vengono spostate manualmente lungo le guide della colonna a coda di rondine. La tavola della macchina ha tre scanalature a T. Sulla soletta di fondazione è installata un'elettropompa e all'interno della soletta è presente un serbatoio con una coppa per il liquido di raffreddamento.
Cambio e trasmissione
Il cambio informa il mandrino di 12 diverse velocità di rotazione utilizzando blocchi mobili 5 (Fig. 7), 7, 8. I supporti dell'albero della scatola si trovano in due piastre: superiore 1 e inferiore 4, fissate insieme da quattro tiranti 6. Il cambio è ruotato verticalmente da un motore elettrico attraverso un giunto elastico Yu e un treno di ingranaggi 9. L'ultimo albero 2 della scatola - il manicotto - ha un foro scanalato attraverso il quale la rotazione viene trasmessa al mandrino. Tramite la coppia di ingranaggi 3, la rotazione viene trasmessa alla scatola di alimentazione.La scatola di trasmissione, come tutti i gruppi di montaggio della testa di perforazione, è lubrificata da una pompa a pistoni montata sulla piastra inferiore 4. Il funzionamento della pompa è controllato da un apposito indicatore dell'olio su la parte anteriore della piastra del motore secondario.
Meccanismo di cambio velocità e avanzamento
La commutazione delle velocità viene effettuata dalla manopola 2 (Fig. 8), che ha quattro posizioni sulla circonferenza e tre lungo l'asse "la commutazione dell'avanzamento viene eseguita dalla manopola 3, che ha tre posizioni sulla circonferenza per i modelli di macchina 2H125, 2H135 e quattro per 2H150 e tre posizioni lungo l'asse. Le impugnature si trovano sulla parte anteriore della testa di perforazione. Il conteggio delle velocità e degli avanzamenti inclusi viene effettuato secondo le tabelle 1 e 4.
Riduttore
Il meccanismo è montato in un alloggiamento separato ed è installato nella testa del trapano. Grazie al movimento di due blocchi tripli, vengono eseguiti nove avanzamenti diversi sulle macchine 2H125, 2H135 e dodici avanzamenti sulla macchina 2H150. Sulle macchine 2H125 e 2H135, le scatole di alimentazione differiscono solo nell'azionamento, che sulla macchina 2H125 è costituito dagli ingranaggi I (Fig. 9), sulle macchine 2H125, 2H135 - rispettivamente dagli ingranaggi 2, 3. La scatola di alimentazione è montata nel foro del supporto superiore della vite senza fine del meccanismo di alimentazione. Sull'ultimo albero della scatola è presente una frizione 4, che trasferisce la rotazione alla vite senza fine.
Testa del trapano
La testa di foratura è una fusione di ghisa scatolata, nella quale sono montate tutte le principali unità di assemblaggio della macchina: cambio, cambio, mandrino, meccanismo di avanzamento, contrappeso del mandrino e meccanismo di cambio e avanzamento.
Il meccanismo di alimentazione, costituito da un ingranaggio a vite senza fine, un albero orizzontale con cremagliera e pignone, un quadrante, una camma e frizioni unidirezionale a cricchetto, un volante, è parte integrante della testa di perforazione.
Il meccanismo di alimentazione è azionato dalla cassetta di alimentazione ed è progettato per eseguire le seguenti operazioni:
approccio manuale dell'utensile al pezzo; accensione del feed di lavoro;
avanzamento alimentazione manuale;
spegnere il feed di lavoro;
rientro manuale del mandrino verso l'alto;
alimentazione manuale utilizzata durante l'infilatura.
Il principio di funzionamento del meccanismo di avanzamento è il seguente: quando il volantino 14 (Fig. 10) ruota, la frizione a camme 8 ruota verso se stessa, la quale, attraverso la semifrizione a gabbia 7, ruota l'albero del pignone 3 della cremagliera e pignone, il mandrino viene alimentato manualmente. Quando l'utensile si avvicina al pezzo, sull'albero del pignone 3 si crea una coppia che non può essere trasmessa dai denti della frizione a camme 8, nella semi-gabbia 7 si muove lungo l'albero fino alle estremità delle camme delle parti 7 e 8 si scontrano. In questo momento, la frizione a camme 8 ruota rispetto all'albero dell'ingranaggio 3 con un angolo di 20 °, che è limitato dalla scanalatura nella parte 8 e dal perno 10. Sulla gabbia - mezza frizione 7, c'è una doppia disco a cricchetto 6 accoppiato alla semifrizione con nottolini 13. Quando si sposta la semifrizione a gabbia 7 i denti del disco 6 si innestano con i denti del disco 6, ricavati di pezzo con la ruota elicoidale 5.Di conseguenza, la rotazione dalla vite senza fine viene trasmessa alla cremagliera e il mandrino viene alimentato meccanicamente. Con un'ulteriore rotazione del volante 14 con alimentazione inserita, i cani 13, seduti nella semifrizione a gabbia 7, scivolano lungo i denti della parte interna del disco 6; c'è un avanzamento manuale dell'avanzamento meccanico.
Il meccanismo di avanzamento consente l'avanzamento manuale del mandrino. Per fare ciò, disattivare l'avanzamento meccanico con il volantino 14 e allontanare da sé il cappuccio 9 lungo l'asse dell'albero dell'ingranaggio 3. In questo caso il perno 11 trasmette la coppia dalla frizione a camme 8 all'albero orizzontale. Sulla parete sinistra della testa di foratura è montato un quadrante 4 per la lettura visiva della profondità di lavoro e la regolazione delle camme.
C'è un meccanismo per il movimento manuale della testa di perforazione lungo le guide della colonna, che consiste in una coppia di vite senza fine 2 e una coppia di cremagliera e pignone 1. Per proteggere il meccanismo di alimentazione da rotture, è presente una frizione di sicurezza 15. Dado 16 e vite 17 servono per regolare il contrappeso a molla.
Il mandrino (fig. 11) è montato su due cuscinetti a sfera. La forza di avanzamento assiale è assorbita dal cuscinetto reggispinta inferiore e la forza di estrazione dell'utensile è assorbita da quello superiore. I cuscinetti si trovano nel manicotto 3, che si muove lungo l'asse con l'aiuto di una coppia di cremagliera e pignone. i cuscinetti del mandrino sono regolati con il dado 1
Un dispositivo speciale sulla testa del mandrino viene utilizzato per estrarre l'utensile. Il knockout si verifica quando il mandrino viene sollevato dal volantino. Il supporto del dispositivo si attesta contro il corpo della testa del trapano e la leva 4, ruotando attorno all'asse, fa cadere l'utensile.
Schema elettrico
Accendendo l'interruttore di ingresso Q1, viene applicata tensione ai circuiti principale e ausiliario, la spia di segnalazione H2 sul pannello di controllo si accende. Se è richiesto il raffreddamento e l'illuminazione, gli interruttori corrispondenti vengono posizionati in posizione ON.
Premendo il pulsante S2 DESTRO, la bobina di avviamento K1 riceve alimentazione, i contatti principali accendono il motore M1 alla rotazione destra del mandrino. Tramite i contatti ausiliari K1 viene inserito l'avviatore K2 che accende il motore elettrico M2 e il relè di ritardo K7.
Premendo il pulsante S3 SINISTRO si spegne il motorino di avviamento K1, il motore elettrico M1, il relè K7. Dopo la scarica del condensatore SZ, i contatti del relè K7 (28-26) vengono chiusi e l'avviatore di cortocircuito viene acceso nel motore elettrico M1 per la rotazione sinistra del mandrino. Il relè K7 si riaccende.
Con l'inversione automatica, queste commutazioni avvengono quando il microinterruttore S6 viene azionato dalla camma montata sul quadrante.
Arrestare premendo il pulsante S1 STOP. In questo caso vengono spenti gli avviatori K1 o KZ, K2, spegnendo i motori elettrici M1, M2. Tramite i contatti del relè K7 (7-9), viene acceso il relè K6, seguito dall'accensione degli avviatori K4 e K5. Gli avvolgimenti del motore M1 sono collegati tramite il raddrizzatore V1, V2 al trasformatore T1. Si verifica la frenatura elettrodinamica del mandrino.
Dopo la scarica dei condensatori C1, C2, il relè K6 si spegne, scollegando gli avviatori K4, K5.
Quando si cambia velocità, se le marce non sono impegnate, viene applicato il movimento del rotore del motore M1. Premendo il pulsante S4 ROCKING MOTION si accende lo starter K4, che fornisce una tensione raddrizzata ridotta alle fasi IC2-IC3.
Attraverso la resistenza R2, il relè K6 viene acceso con un ritardo, spegnendo lo starter K4 e accendendo lo starter K5. In questo caso, la sottotensione scorre attraverso le fasi di ICI-IC2. Tali cambi forniscono l'oscillazione del rotore, che facilita il cambio di marcia.
La foratrice verticale 2n125 è progettata per forare, alesare, svasare, alesare i fori delle parti in una produzione singola e su piccola scala. Classe di precisione della macchina - N (normale).
Il design della perforatrice è piuttosto rigido e durevole, il che elimina la possibilità di vibrazioni durante la lavorazione. È possibile lavorare parti in vari materiali (acciaio, ghisa, materiali non ferrosi), utensili ad alta velocità (P6M5, P18) o leghe dure (TK, VK).
Dispositivo di perforazione:
- Guida principale;
- Scatola velocità macchina;
- Pompa a stantuffo;
- Pompa a stantuffo;
- Scatola di alimentazione della macchina;
- Colonna, tavolo, piatto;
- Meccanismo di controllo velocità di rotazione e avanzamenti;
- Guardaroba;
- Equipaggiamento elettrico della macchina;
- Mandrino;
- Sistema di raffreddamento della macchina;
- Testa di perforazione della macchina.
3. Interruttore raffreddamento acceso;
4.19. Bulloni di regolazione del cuneo del tavolo e della testa di perforazione;
5. Maniglia per lo spostamento del tavolo e della testata;
6.18. Viti di fissaggio tavola e testa;
10. Pulsante di segnalazione MACCHINA ACCESA;
11. Pulsante per l'accensione della rotazione destra del mandrino;
12. Pulsante per l'attivazione della rotazione sinistra del mandrino;
13. Pulsante per l'attivazione del movimento oscillatorio del mandrino durante la commutazione delle velocità di rotazione e avanzamento S;
14. Pomello per cambio marcia;
21. Maniglia per cambio feed;
22. Pulsante di inserimento del mangime manuale;
23. Volante del meccanismo di alimentazione;
24. Arto per la lettura della profondità di lavorazione;
27. Interruttore pompa di raffreddamento;
28. Camma per la regolazione della profondità di lavorazione;
29. Camma per l'impostazione del valore della profondità del filo tagliato;
30. Leva per l'inversione automatica dell'azionamento principale quando viene raggiunto il valore specificato della profondità del filo tagliato;
31. Leva per spegnere l'avanzamento quando viene raggiunto il valore specificato della profondità del foro;
32. Squadra per movimentazione manuale della testa.
Grazie alle unità mobili 5, 7, 8, il cambio riceve e trasmette al mandrino 12 diverse velocità di rotazione. I supporti dell'albero (cuscinetti) del cambio sono posti in due piastre 1 e 4, che sono fissate insieme da quattro tiranti 6. Il cambio ruota da un motore elettrico posizionato verticalmente attraverso una frizione elastica di sovraccarico 10 e un ingranaggio cilindrico 9.
L'albero 2 - manicotto - è realizzato con un foro scanalato, con l'aiuto del quale la rotazione viene trasmessa al mandrino. Attraverso la coppia di ingranaggi 3, la coppia viene trasmessa al cambio.
La cassetta di alimentazione è montata in un alloggiamento separato in ghisa ed è montata nella testa del trapano. Il movimento viene eseguito utilizzando due gruppi di ingranaggi tripli e riceve nove diverse alimentazioni.
| Video (clicca per riprodurre). |
Il meccanismo di alimentazione è collegato alla cassetta di alimentazione ed è progettato per eseguire varie operazioni, vale a dire:
- avvicinamento manuale dell'utensile da taglio al pezzo;
- accensione dell'alimentazione di lavoro dello strumento;
- movimento di alimentazione manuale;
- spegnere l'avanzamento di lavoro dello strumento;
- rientro manuale della testa del mandrino verso l'alto;
- avanzamento manuale S, utilizzato per il taglio di vari fili.













