Nel dettaglio: riparazione della valvola fai-da-te da un vero maestro per il sito my.housecope.com.
Valvole a saracinesca in ghisa, parallele, flangiate con stelo saliente e azionamento manuale
I dischi 8 (Fig. 33) non sono scesi completamente, non hanno premuto contro gli o-ring del corpo
Avvitare il volantino 2 (Fig. 32) con una chiave speciale 8 o una chiave a leva a tubo 1. Le estremità dell'alberino 4 ed i dadi devono essere alla stessa altezza. Prima di serrare con la chiave, ruotare indietro di qualche giro il volantino. Ciò garantirà che la valvola si chiuda con meno sforzo, poiché estendendo il mandrino, è possibile lubrificare i suoi filetti.
Riso. 32. Apertura e chiusura della valvola: a, b - corretto; c - sbagliato; 1 - chiave a tubo a leva; 2 - volano: 3 - rottami o ritagli di tubi; 4 - mandrino; 5 - coperchio premistoppa; 6 - coperchio dell'alloggiamento; 7 - corpo; 8 - chiave speciale
Il volantino gira, ma il mandrino è fermo
Angoli arrotondati di convergenza dei bordi del quadro sul mandrino sotto il volano
Tenendo fermo il mandrino 13 (FIG. 33) con una chiave a tubo, svitare il dado 3 con una chiave qualsiasi e rimuovere il volano 1. Limare i nuovi lembi inferiori a quelli esistenti con una lima, se la lunghezza del mandrino lo consente. È possibile, afferrando il mandrino con una chiave a tubo, aprire e chiudere la valvola
Riso. 33. Una saracinesca in ghisa, parallela, flangiata con asta ascendente e azionamento manuale: 1 - volantino; 2 - dado scorrevole; 3 - dado; 4 - chiave; 5 - noce; 6 - imballaggio a premistoppa; 7 - guarnizione; 8 - disco; 9 - anello di tenuta del disco: 10 - anello di tenuta del corpo: 11 - cuneo; 12 - caso; 13 - mandrino; 14 - coperchio dell'alloggiamento; 15 - bullone; 16 - coperchio premistoppa
Il volano gira e il dado di traslazione è fermo
Cadere o strappare la chiave
| Video (clicca per riprodurre). |
Tenere fermo il volano 1 con una chiave a tubo e svitare il dado 3. Con l'altra svitare il dado 3. Dopo aver rimosso il volano, inserire una nuova chiave 4 nella cava per chiavetta nella cava, ricavata da un pezzo di filo d'acciaio o da un chiodo limato con un file. La nuova chiavetta deve riempire la scanalatura del dado di corsa 2 e appoggiarsi sul fondo della sede chiavetta del volano. Ciò eviterà che la chiave cada.
Il volantino ruota con il mandrino e la valvola non può essere aperta per il passaggio dell'acqua
L'estremità rettangolare del mandrino all'interno del corpo della valvola è fuori impegno con i dischi
Per bloccare tale staffa, vengono praticate due scanalature opposte sul collo di uno dei dischi
Il volantino ruota con il mandrino ed è impossibile utilizzare la valvola
Gli angoli del rettangolo del mandrino tra i dischi sono arrotondati
Il modo più semplice è sostituire il mandrino utilizzando una vecchia valvola diventata inutilizzabile per altri motivi. Puoi anche rimuovere il mandrino da una nuova valvola, il che richiederà meno tempo rispetto all'installazione di un'altra valvola.
Ripristiniamo l'estremità rettangolare usurata del mandrino mediante restringimento, riscaldamento del mandrino in una fucina o affioramento mediante saldatura elettrica. Dopo la saldatura elettrica, gli angoli vengono corretti su un'affilatrice
La valvola non chiude completamente l'acqua nonostante il normale movimento dei dischi
Accumulo irregolare e graffi sugli O-ring
Dopo la pulizia, strofinare una delle superfici degli anelli con il gesso o strofinare con il lato di lavoro di una vecchia carta carbone per macchina da scrivere. Ora pulire la superficie contaminata sulla superficie di accoppiamento corrispondente. Regolarizzare i dossi colorati formati. Anche la lappatura non è vietata, ma è più lunga.
Per la lappatura grossolana è possibile utilizzare la polvere rimasta dall'affilatoio. Puoi anche preparare tu stesso una polvere da una miscela di mattoni e vetro finemente tritati. Stendere la polvere su una superficie metallica piana, su piastrelle di ceramica, ecc.Usando gli anelli di tenuta in bronzo dei dischi, guidare attraverso la miscela in diverse direzioni, a volte sollevando. Affinché la miscela avvolga meglio la superficie degli anelli, aggiungi olio liquido, la miscela dovrebbe acquisire la consistenza di una crema da scarpe in scatole (la crema è più sottile nei tubi). È consentita anche la lappatura grossolana con carta abrasiva, incollata o legata lungo i bordi alla tavola. La larghezza della tavola dovrebbe essere maggiore del diametro dell'anello. Strofinare l'intera superficie in una volta, cambiando le direzioni dei movimenti alternativi e applicando una pressione uniforme su tutta la superficie della tavola. In questo modo è conveniente pulire la superficie del disco, ma è difficile pulire la superficie interna della custodia durante la lappatura, è possibile utilizzare paste speciali come GOI.
Il volano è piegato dal dado di scorrimento
1. Macinare un nuovo dado su un tornio creando bordi su una fresatrice o con un seghetto e una lima. Si noti che il dado di corsa è quasi sempre trapezoidale internamente ed esternamente metrico. Nelle valvole D = 50mm, invece di una chiavetta, viene tagliata una filettatura esterna sul dado di corsa 2. Su di esso è avvitato un volano, che ha una filettatura corrispondente nel foro interno del mozzo. Il volano è contrastato con il dado 3 (vedi Fig. 33). Va tenuto presente che i filetti sul dado scorrevole e sul volano sono mancini, cioè il volano rotola via dal dado scorrevole se lo si stringe, volendo abbassare i dischi e chiudere la valvola.
2. Rimuovere il dado da una valvola simile non installata nelle tubazioni. Ruotare il dado in senso orario. Reinstallare il dado avvitandolo in senso antiorario fino a che non si aggancia alle filettature del mozzo del volano.
3. Svitare il volano. Mettendo uno straccio sotto le ganasce della chiave a tubo, ruotare il mandrino dall'estremità filettata superiore nella direzione desiderata.
Il mozzo del volano non può essere ruotato
Ruota rotta e raggi del volano
Selezionare la chiave a tubo del numero corrispondente sul mozzo o rimuovere i mozzi e lavorare con la chiave esistente. Per afferrare superfici cilindriche, la chiave deve avere due ganasce a denti affilati
Impossibile aprire e chiudere la valvola
Mettendo uno straccio sotto le ganasce della vite del tubo, ruotare il mandrino per l'estremità filettata con esso.
Perdita da sotto il coperchio del premistoppa
Premistoppa allentato
Serrare uniformemente alternativamente i dadi 3 sui bulloni 15. Se la flangia del coperchio del premistoppa 16 è appoggiata contro la flangia del coperchio 14 del corpo, è necessario rabboccare la guarnizione 6 o rimuovere i resti di quella vecchia e sostituire lo con uno nuovo. La sostituzione del premistoppa è possibile solo serrando a fondo il volano e verificando di quanto la valvola è chiusa. Per fare ciò, aprire una delle valvole o dei rubinetti situati dietro la valvola. Una leggera perdita d'acqua non sarà un ostacolo, ma con un forte flusso d'acqua, è vietato riempire la ghiandola, poiché l'acqua la spremerà.
Per riempire il premistoppa, svitare i dadi 3 che fissano il coperchio del premistoppa. Rimuoverlo dal coperchio dell'alloggiamento 14. È più facile farlo se il coperchio del premistoppa viene in sequenza, o ancora meglio allo stesso tempo, fare leva da entrambi i lati, ad esempio con una vanga di un grosso cacciavite e uno spudger o con le impugnature delle leve delle chiavi a tubo . Per evitare che il coperchio del paraolio in futuro interferisca, appenderlo a un filo dai raggi del volano. Pulire la sede del premistoppa esposta da sporco e frammenti di vecchie guarnizioni con un gancio in acciaio. Dopo aver installato il primo strato di imballaggio fresco, prova a tamponarlo bene. È più comodo farlo con lo stesso coperchio del premistoppa, se entra liberamente
nel buco. Durante la posa degli strati di tenuta, sarà utile anche metà del tubo di diametro adeguato, tagliato longitudinalmente. Sarà più conveniente usare una tale metà del tubo se la maniglia è saldata ad essa con un angolo di 90 °. Puoi usare come manico segato con un angolo di 20-30° e settore piegato: tubi.
Abbassare il coperchio del premistoppa sul premistoppa recuperato e serrare con i dadi.Lo spazio tra la flangia di questo coperchio e la flangia del coperchio dell'alloggiamento dovrebbe rimanere di 6-10 mm come riserva. Controlla la qualità del tuo lavoro alzando e abbassando il mandrino. Una perdita d'acqua segnalerà la necessità di un ulteriore serraggio dei dadi.
Se non c'è un sigillo standard, usa un sacco ritorto o strisce di cotone leggermente oliate con olio per evitare che marciscano. Adatto per sigillatura e funi in fibra naturale. Il paraolio può essere costituito anche da semianelli in gomma appositamente tagliati, ma in questo caso è necessario serrare leggermente il coperchio paraolio. Un forte serraggio porterà all'emergere di un'eccessiva resistenza al movimento del mandrino e la gomma si sgretolerà
Guarnizione strappata o schiacciata
Come nel caso precedente, chiudi la valvola e controlla quanta acqua non passa attraverso di essa. Quindi rimuovere i bulloni di collegamento tra il coperchio 14 e il corpo 12 e dopo una volta sostituirli con quelli più lunghi (più lunghi di 20-25 mm). Togliere anche i bulloni rimanenti, e su quelli lunghi svitare i dadi 2-5 filetti e girare subito il volantino verso la chiusura. Il coperchio 14 si alzerà leggermente. Ripetere la "procedura" fino a quando non vi è un gioco di 1-15mm, sufficiente per cambiare la guarnizione 7. A volte il gioco viene aumentato per pulire le superfici dai resti della guarnizione usurata.
Tagliare una nuova guarnizione lungo quella vecchia o lungo il coperchio, riducendo le dimensioni esterne di due diametri di bullone. In un punto, tagliare la guarnizione a zigzag per inserirla nello spazio tra il coperchio e il corpo. Lo zigzag sul taglio della guarnizione deve impedire infiltrazioni d'acqua. Per sicurezza, due distanziali possono essere dotati di un offset di incisione di 180°. Lasciare le "corna" sul distanziatore per regolare la posizione del distanziatore durante il taglio.
Il miglior materiale per la guarnizione è il foglio di gomma, il peggiore è il normale cartone oliato non ondulato
 La riparazione delle valvole è una procedura obbligatoria che accompagna il funzionamento di tali dispositivi. Infatti, vi sono elementi mobili nella progettazione delle valvole a saracinesca, pertanto tali valvole di intercettazione necessitano, almeno, di una sostituzione periodica di tali gruppi.
La riparazione delle valvole è una procedura obbligatoria che accompagna il funzionamento di tali dispositivi. Infatti, vi sono elementi mobili nella progettazione delle valvole a saracinesca, pertanto tali valvole di intercettazione necessitano, almeno, di una sostituzione periodica di tali gruppi.
Inoltre, la valvola potrebbe guastarsi per altri motivi. Pertanto, in questo articolo considereremo le minacce tipiche alla funzionalità del dispositivo e come eliminarle attraverso periodiche o revisioni della valvola.
Il design delle valvole presuppone che durante il funzionamento l'unità possa perdere la sua funzionalità a causa della seguente combinazione di circostanze:
- Perdita di tenuta nell'unità di attracco corpo-conduttura.
- Perdita di tenuta nell'unità di aggancio del premistoppa.
- Perdita di tenuta nell'unità di aggancio del flap-corpo.
La causa delle perdite tra il corpo valvola e l'estremità del tubo è o un difetto di montaggio o una perdita dovuta alla deformazione della guarnizione di tenuta del giunto. La diagnostica di tale guasto viene eseguita visivamente: la necessità di riparare le valvole - ghisa, acciaio o polimero - nessuna differenza, segnala una perdita nell'area del giunto tra il corpo e la tubazione.

Il motivo della depressurizzazione del coperchio del corpo o del coperchio del premistoppa è solo un premistoppa che perde - una guarnizione che protegge il punto di passaggio dello stelo o del mandrino attraverso le parti specificate. Tale guasto può essere diagnosticato da perdite sul corpo della valvola. Inoltre, il tipo di problema è indicato dalla fonte (inizio) del gocciolamento: il collo del coperchio dell'alloggiamento.
La causa della perdita interna nell'area della valvola è l'uso di valvole della valvola nelle tubazioni che trasportano un flusso altamente contaminato, le cui particelle deformano gli anelli di tenuta della serratura. Inoltre, le particelle possono depositarsi sulle pareti interne dell'alloggiamento, impedendo così il contatto intimo con l'otturatore della valvola. È molto difficile diagnosticare un tale guasto. Dopotutto, è possibile identificare malfunzionamenti interni nell'unità solo da segni indiretti: la presenza di picchi di pressione nella tubazione bloccata.
La tecnologia di riparazione della valvola a saracinesca dipende dal tipo di guasto. Dopotutto, le perdite esterne (nell'area del tubo del corpo e del premistoppa) vengono diagnosticate ed eliminate utilizzando azioni completamente diverse rispetto alle perdite interne (nell'area del corpo-ammortizzatore).

I lavori di riparazione, il cui scopo è ripristinare l'operatività della valvola, vengono eseguiti o mediante smontaggio completo dell'assieme o mediante smontaggio-montaggio parziale della valvola. La revisione della valvola può essere organizzata in entrambi i modi. Per riparazioni parziali è sufficiente smontare il coperchio del premistoppa e rimuovere il coperchio del corpo. Tuttavia, entrambe le operazioni iniziano con un passaggio: l'interruzione della pipeline a monte. Naturalmente, per questi scopi, dovrebbe essere utilizzato un dispositivo di bloccaggio funzionante.
Per mantenere il livello di manutenibilità della linea, è molto importante eseguire tempestivamente tutti i lavori di riparazione nei gruppi valvole. Altrimenti, il costo del ripristino delle valvole delle valvole aumenterà di diversi ordini di grandezza.
Il processo di smontaggio-montaggio è il seguente:
- All'inizio, il volano viene smontato, da cui viene rimosso il dado di scorrimento.
- Inoltre, le viti di fissaggio del coperchio del pressacavo vengono svitate dal coperchio dell'alloggiamento. Se il guasto è associato al gruppo del premistoppa del mandrino, dopo aver rimosso il coperchio, è sufficiente smontare la guarnizione e sostituirla con un nuovo gruppo non danneggiato.
- Dopo aver smontato (e, se necessario, sostituito) il premistoppa, è necessario smontare la connessione della flangia alla giunzione del corpo e del suo coperchio. Per questo, le viti di montaggio del coperchio vengono svitate dai fori di montaggio nell'alloggiamento.
- Dopo aver tolto il coperchio, è possibile rimuovere lo stelo dal corpo e estrarre la valvola dalla sede. A questo punto è possibile pulire la valvola e la sede del corpo, sostituendo strada facendo gli elementi di tenuta. Inoltre, molto spesso la valvola viene semplicemente sostituita con una nuova parte della stessa forma. Dopotutto, tutti i gruppi valvola sono standard, quindi il fabbro non può avere problemi con la selezione di un elemento lavorabile.
- Dopo aver sostituito o ripristinato la valvola, è possibile procedere al montaggio della valvola, che viene eseguito nell'ordine inverso.
Questa operazione può essere eseguita sia su una valvola scollegata che su raccordi installati nella tubazione. Ma per sostituire le guarnizioni o eliminare errori alla giunzione del corpo e del tubo, dovremo, senza fallo, smontare l'intero dispositivo, seguito da smontaggio-montaggio e installazione di raccordi nella tubazione.
Al termine dei lavori di riparazione, il fabbro deve testare l'operatività del dispositivo. Cioè, la valvola riparata deve chiudere la tubazione, interrompendo completamente il flusso di liquido nella tubazione. 
Il dispositivo di controllo, in questo caso, è un manometro convenzionale, che dovrebbe registrare la caduta di pressione nel tubo posto al di sotto (nella direzione del flusso) della valvola.
Il motivo principale del guasto delle valvole di intercettazione è la perdita degli elementi di tenuta. Le ragioni di ciò possono essere:
- sporco catturato sotto il dispositivo di tenuta;
- graffi, graffi o usura irregolare sulle superfici di tenuta.
Se viene rilevata una perdita nella valvola, è necessario aprirla e chiuderla più volte, consentendo al flusso d'acqua di lavare via lo sporco accumulato dalle guarnizioni. Se ciò non aiuta, smontare la valvola o la valvola e rimuovere lo sporco dalle superfici di tenuta. In questo caso è necessario prestare attenzione alla presenza di graffi, avvallamenti o ammaccature e altre irregolarità sulle superfici e, se necessario, eliminarle mediante lappatura.
Valvole di arresto per lappatura producendo come segue. Le superfici di tenuta sono lubrificate con olio per macchine pulito e cosparse di polvere smerigliata o vetro frantumato.Successivamente, la lappatura viene ruotata uniformemente lungo la superficie lappata fino a rimuovere completamente i difetti sulle superfici di tenuta. Al termine viene eseguita una lappatura sottile utilizzando una pasta speciale. Successivamente, le superfici vengono pulite con stracci puliti imbevuti di cherosene, asciugate e soffiate via con aria compressa.
Puoi controllare la qualità della lappatura con olio o matita. Una delle superfici lappate viene lubrificata con olio minerale, applicata sull'altra superficie e, premendo leggermente, ruotare a destra e a sinistra con un angolo non superiore a 20 ° 10-12 volte. Quindi le superfici vengono asciugate e osservate alla luce. Con una lappatura di alta qualità, l'intera superficie dovrebbe brillare. Se ci sono aree lucide o striature prominenti, dovresti rilappare con la pasta. Quando si controlla con una matita, vengono applicate quattro linee radiali sulla superficie grattugiata con una matita di grafite. Con una buona lappatura i tratti di matita devono essere cancellati su tutta la superficie su un'area di almeno il 75%, altrimenti la lappatura va ripetuta. La tenuta delle superfici di tenuta delle valvole di intercettazione viene effettuata mediante prova idraulica.

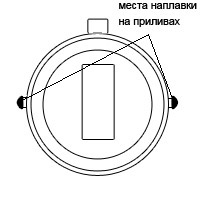 1. La valvola si trova su una tubazione orizzontale e consente il passaggio dell'acqua in posizione chiusa. In questo caso, le maree sui dischi delle porte non toccano strettamente le pareti del corpo, per cui i dischi vengono spostati dalle superfici di tenuta del corpo e formano uno spazio tra i dischi e il corpo della valvola.
1. La valvola si trova su una tubazione orizzontale e consente il passaggio dell'acqua in posizione chiusa. In questo caso, le maree sui dischi delle porte non toccano strettamente le pareti del corpo, per cui i dischi vengono spostati dalle superfici di tenuta del corpo e formano uno spazio tra i dischi e il corpo della valvola.
Questo malfunzionamento può essere eliminato fondendo le maree. Quindi la valvola funzionerà correttamente in qualsiasi posizione.
2. Dopo un funzionamento prolungato delle valvole, il cuneo non espande sufficientemente le superfici di tenuta e la valvola consente il passaggio dell'acqua in posizione chiusa.
In questo caso, la coda del cuneo viene allungata mediante affioramento.
3. Caduta di anelli in bronzo dai dischi o dal corpo valvola.
Gli anelli di bronzo sono montati sui dischi o su una scanalatura del corpo solo quando sono caldi. Quando si installa il vecchio anello, è possibile fissarlo ulteriormente con perni di rame. In questo caso, sotto gli anelli è necessario posare un filo di amianto oliato o un filo di piombo, questo semplificherà la rimozione dei vecchi anelli dalla scanalatura.
4. Caduta dei dischi della saracinesca per rottura della fascetta in acciaio. In questo caso, è impossibile aprire o chiudere la valvola.
Quando si ripara questo malfunzionamento, sarebbe meglio sostituire il morsetto in acciaio con uno in rame o ottone. In questo caso, fissare i dischi al mandrino con un bullone.
5. Il guasto del coperchio del premistoppa è solitamente accompagnato da perdite d'acqua da sotto lo stelo della valvola. Per eliminare rapidamente le perdite d'acqua senza smontare la valvola, è possibile utilizzare un tampone di metallo, che deve essere fissato sul coperchio del premistoppa danneggiato.
6. Un premistoppa difettoso causerà anche la fuoriuscita di acqua attraverso lo stelo. Se questo malfunzionamento non viene eliminato nella fase iniziale, in seguito può portare a una perdita d'acqua di emergenza, oltre a creare condizioni per danni meccanici allo stelo o al premistoppa della valvola. La perdita dell'imballaggio può essere dovuta ai seguenti motivi:
- violazione della cilindricità del mandrino;
- imballaggio errato dell'imballaggio nel premistoppa;
- scelta errata del materiale di imballaggio;
- Guarnizione premistoppa insufficiente durante la posa.
Al rilevamento perdite d'acqua attraverso il premistoppa, il premistoppa è stretto, qui dovresti stare attento, perché il coperchio del premistoppa è in ghisa e può essere danneggiato da una forza eccessiva. Se non è stato possibile eliminare la perdita serrando la baderna, la baderna viene sostituita con una nuova. La vecchia baderna viene rimossa dal premistoppa, quindi il cordone intrecciato viene tagliato ad anelli, per una lunghezza pari alla circonferenza dell'alberino e posto nella camera in modo che i giunti della baderna siano distanziati e sovrapposti tra loro . La baderna viene terminata premendo il premistoppa con un coperchio (premistoppa premistoppa).Il coperchio del premistoppa è bloccato in modo che non vi siano distorsioni e la profondità nel premistoppa non superi i 3-5 mm. In questo caso, il mandrino dovrebbe ruotare facilmente senza l'uso di forze o leve speciali. Il premistoppa su valvole con un diametro di 15-40 mm può essere realizzato con un'unica corda e per diametri di 50 mm o più è necessario tagliarlo a pezzi.
7. Rotture nelle valvole in ghisa. Il motivo delle rotture è principalmente l'allungamento termico delle tubazioni, che crea uno stress nel metallo della saracinesca superiore a quello consentito. Inoltre, la causa delle rotture può essere la fusione di ghisa di scarsa qualità o il congelamento dell'acqua al loro interno.
Per prevenire la rottura delle valvole, devono essere rispettate le seguenti regole:
- Fornire una compensazione per le tubazioni in modo che non si verifichino sollecitazioni elevate nel metallo del corpo.
- I bulloni della flangia devono essere serrati uniformemente.
- Le valvole a saracinesca situate su tubazioni fuori terra devono essere isolate.
- Protezione della valvola da sollecitazioni meccaniche durante lo stoccaggio e il trasporto.
L'invenzione è destinata alla riparazione di valvole di tubazioni. Un metodo per riparare le valvole a saracinesca, principalmente quelle a cuneo, installando con uno spazio le sedi finite nei fori del corpo su una composizione adesiva autopolimerizzante, seguita dall'assemblaggio e indurimento della composizione adesiva assemblata. Prima del montaggio, i filetti vengono tagliati nei fori del corpo e sulle sedi. Ogni sede è realizzata con una sporgenza radiale anulare. Successivamente, le sedi vengono avvitate sulla composizione adesiva autoindurente nei fori filettati del corpo. In questo caso, un elemento elasticamente deformabile è installato tra le sporgenze radiali anulari delle sedi o le estremità delle sedi e del corpo. Ciò consente alla sede avvitata di autoallinearsi lungo il cuneo e un elemento resiliente fornisce una selezione di tutti gli spazi, il che aumenta la tenuta della connessione tra le sedi e il corpo. Questo design riduce l'intensità del lavoro e aumenta l'affidabilità della riparazione della valvola. 3 malati
L'invenzione riguarda il settore metalmeccanico, in particolare la riparazione di raccordi per tubazioni.
Un metodo noto per ripristinare i campi di tenuta del cancello, che consiste nel affiorare una lega inossidabile dura direttamente sul corpo e sul cuneo di rinforzo, seguito da lavorazione e lappatura (vedi AF Pongilskiy. Montatore per la riparazione di tubazioni e vapore- raccordi per l'acqua M .: Scuola superiore, 1973). Questo metodo è piuttosto laborioso e richiede attrezzature speciali, precise e complesse.
È anche noto un metodo per riparare le valvole a cuneo (vedi AS 310078), che consiste nell'installare in uno spazio nelle scanalature del foro del corpo e del cuneo, ad esempio, anelli metallici su una composizione autoindurente, seguito dall'assemblaggio del cuneo e corpo, trattenendo l'insieme fino a quando la composizione non si indurisce... Gli svantaggi di questo metodo includono la possibilità di un'adesione incompleta degli anelli di tenuta del corpo e del cuneo tra loro (e quindi la mancanza di tenuta) e l'impossibilità di autoinstallazione in assenza di uno spazio laterale tra l'anello e il solco. E se questi spazi sono sufficienti per l'autoinstallazione degli anelli, è possibile spremere la composizione autopolimerizzante prima della sua polimerizzazione, il che significa che non vi è alcuna pressione elastica degli anelli tra loro, il che porta anche a una perdita di tenuta o la comparsa di un contatto incompleto degli anelli con la composizione adesiva, che riduce l'affidabilità della connessione. Inoltre, questo metodo non è applicabile alle valvole a saracinesca con sedi avvitabili (vedi DF Gurevich. Calcolo e progettazione di raccordi per tubazioni. L .: Mashinostroenie, 1969, Fig. 129-131).
L'obiettivo dell'invenzione è ridurre l'intensità del lavoro e migliorare l'affidabilità della riparazione.
Il risultato tecnico è ottenuto dal fatto che i campi di tenuta dei cunei e delle sedi avvitabili vengono lavorati meccanicamente "come puliti", cioècon la rimozione della tolleranza minima fino alla scomparsa delle tracce di usura, si lappano i campi di tenuta sia delle sedi del corpo che del cuneo, si tagliano le filettature sulle sedi nei fori del corpo, quindi si avvitano sulla composizione adesiva autopolimerizzante nei fori filettati del corpo, mentre tra le sporgenze radiali anulari delle sedi o con le estremità delle sedi e del corpo è installato un elemento elasticamente deformabile.
L'essenza dell'invenzione è illustrata dai disegni: FIG. 1 mostra una valvola a saracinesca a cuneo con sedi avvitabili in sezione, la FIG. 2 - vista A in Fig. 1, variante, in FIG. 3 - vista A in FIG. 1, opzione.
Nel corpo 1, sulla filettatura 2 sono installate delle sedi 3 con un'intercapedine 4, in cui è posta una composizione autopolimerizzante 5, limitata da un elemento elasticamente deformabile 6 o 7, installato tra il corpo 1 e la sporgenza radiale anulare 8 oppure l'estremità 9 della sede di avvitamento 3, il cui campo di tenuta 10 interagisce con il campo di tenuta 11 del cuneo 12.
Dopo lo smontaggio, la sella 3 viene pulita dallo sporco, i campi di tenuta vengono trattati "in modo pulito" e strofinati, la filettatura della sella e i fori del corpo vengono tagliati o la filettatura esistente viene allentata con uno spazio sufficiente per l'autoinstallazione, quindi anche i campi di tenuta 11 del cuneo 12 vengono trattati "in modo pulito" e strofinati al loro interno. Successivamente, il filo della sede 3 viene ricoperto con una composizione autoindurente 5, vengono installati elementi 6 o 7 elasticamente deformabili e la sede 3 viene avvitata nel corpo 1, quindi il cuneo 12 viene inserito nel corpo 1, prendendo tenuto conto della sovrapposizione dei campi di tenuta del cuneo e della sede, garantendo la tenuta del prodotto, e lasciato assemblato fino all'autoaffermazione. La valvola è pronta per il funzionamento.
A seconda del grado di usura dei campi di tenuta delle sedi 10 e del cuneo 11, sull'elemento elastico 6 vengono installate una o due sedi.
Pertanto, la lavorazione minima "come pulita", lappatura di quattro campi, filettatura - tale è il volume di lavorazione del metodo proposto, che è molto inferiore agli analoghi noti. I giochi di accoppiamento consentono alla sede avvitata di autoallinearsi con il cuneo e un elemento elasticamente deformabile consente di selezionare tutti i giochi nelle guarnizioni.
Un metodo per riparare le valvole a saracinesca, principalmente quelle a cuneo, installando, con uno spazio, le selle finite nei fori del corpo su una composizione adesiva autopolimerizzante, seguita dall'assemblaggio e indurimento della composizione adesiva assemblata, caratterizzata dal fatto che prima dell'assemblaggio, nei fori del corpo e sulle sedi vengono tagliati i filetti, e ciascuna sella è realizzata con una sporgenza radiale anulare, dopo di che le sedi vengono avvitate sulla composizione adesiva autoindurente nei fori filettati del corpo, mentre un elemento elasticamente deformabile è installato tra le sporgenze radiali anulari delle sedi o le estremità delle sedi e del corpo.
La necessità di riparare la valvola è il suo principale svantaggio, ma la possibilità di riparazione è uno dei principali vantaggi.
Arresto del flusso che perde
Difetti nelle superfici di contatto della valvola e del corpo. (scala, lavelli, graffi)
Lappatura delle superfici di tenuta sulla valvola e nel corpo. Di norma, le superfici di contatto sono in bronzo. Per fare ciò, è necessario smontare il coperchio, rimuovere l'otturatore e, se necessario, il corpo. La molatura viene eseguita con paste diamantate di varie granulometrie con passaggio graduale da grosso a fine.
Va tenuto presente che nelle valvole a cuneo, dopo diverse lappature, la valvola affonda, il che porta a una perdita anche con superfici a cuneo lucidate.
Perdita da sotto il premistoppa lungo lo stelo
Serrare i premistoppa e, se necessario, sostituire la guarnizione del premistoppa.
Se, dopo aver sostituito il premistoppa, non è stato possibile eliminare la perdita, molto probabilmente si sono formate delle fosse di corrosione nello stelo e sarà necessario saldarlo o sostituirlo.
Non è possibile girare il volano
Si verifica in valvole prive di attenzione da parte del personale di manutenzione e aperte meno di una volta all'anno. Il motivo è il calcare sulle superfici di tenuta.
Rimuovere il coperchio superiore della valvola e pulire le superfici di tenuta del disco e del corpo. Se necessario, lappare le superfici di sfregamento.
Non battere sullo stelo, poiché il dado guida potrebbe essere strappato.
Il volantino gira ma la valvola non si apre
Aprendo l'otturatore "le guance caddero"
Nelle valvole a stelo saliente, questo problema si verifica quando la “camma” dello stelo che trattiene la valvola è usurata o se le filettature sul dado guida stelo sono state spellate.
Se c'è un problema con lo stelo, sostituirlo o saldare su una "camma" usurata.
Un dado guida usurato dovrebbe essere sostituito se il design della valvola lo consente.
Nelle valvole con stelo fermo, la valvola può cadere quando il dado in essa fissato si usura. Per eliminare il malfunzionamento, è necessario sostituire la valvola, poiché è molto probabile che non sarà possibile sostituire un dado con una filettatura spellata.
Non smontare la valvola mentre è sotto pressione.
Dopo l'installazione, è necessario rimuovere l'aria dalla valvola, per questo i bulloni che premono la ghiandola vengono allentati e, dopo la comparsa di gocce d'acqua da sotto la ghiandola, i bulloni vengono premuti.
Una volta al mese, eseguire un ciclo completo, apertura/chiusura, per pulire le superfici di sfregamento da un piccolo strato di incrostazioni o morchie accumulate.
Mantenere lubrificato lo stelo delle valvole a stelo saliente.
Controllare la tenuta della guarnizione dello stelo una volta alla settimana e serrarla nuovamente o sostituirla se necessario. Non è consentito sostituire il premistoppa su una tubazione sotto pressione.
La saracinesca non deve trovarsi in posizione intermedia durante il funzionamento. È consentita la posizione della valvola completamente aperta o completamente chiusa.
I raccordi per condutture sono utilizzati dalle imprese del settore energetico, dalle organizzazioni abitative e comunali, nei settori metallurgico, chimico, alimentare e di altro tipo.
Tabella delle varietà e classificazioni delle valvole per il gasdotto.
Le valvole di intercettazione, separazione di fase, protezione, distribuzione, alta pressione, intercettazione e controllo e regolazione agiscono sull'area del flusso, determinano i cambiamenti nel flusso delle sostanze, effettivamente le controllano. Il compito delle valvole è avviare e arrestare il flusso del mezzo di lavoro. La diagnostica tempestiva e la riparazione di alta qualità delle valvole garantiscono un funzionamento efficiente dell'intero sistema, un fissaggio affidabile delle posizioni estreme dell'unità ("chiuso", "aperto").
Il movimento del flusso di gas, vapore o liquido è regolato dal tipo più comune di valvole di intercettazione: una valvola a saracinesca. È possibile classificare in modo condizionale i dispositivi in base a diverse caratteristiche.
Per tipo, le valvole si distinguono:
Le superfici di appoggio della saracinesca parallela sono parallele tra loro.
In base alla forma dell'otturatore, le valvole delle valvole si distinguono:
Una caratteristica delle valvole a cuneo è l'arresto del movimento del flusso di sostanze mediante rotazione traslazionale della saracinesca perpendicolare al flusso principale della sostanza trasportata. Le superfici di tenuta del cancello a cuneo si trovano ad un certo angolo l'una rispetto all'altra. Tutti i tipi di cunei sono realizzati in acciaio altolegato. Applicazione - trasporto di ammoniaca (liquida e gassosa), vapore e acqua, prodotti petroliferi non aggressivi.
Le superfici di appoggio della saracinesca parallela sono parallele tra loro. Distinguere tra valvole a disco singolo (gate) e valvole a doppio disco.
Dal tipo di movimento del mandrino, ci sono valvole:
- con mandrino rotante (movimenti traslatori-rotatori e traslatori);
- con stelo ascendente e stelo (solo movimenti rotatori).
Le valvole a stelo rotante sono utilizzate nelle tubazioni in cui è richiesta la lubrificazione per attrito del dado e del mandrino e non vi è alcun rischio di corrosione dei componenti. Le valvole a saracinesca con stelo ascendente sono più alte di quelle rotanti, per le loro caratteristiche tecniche vengono utilizzate in tutti gli altri sistemi.
Una valvola in ghisa viene utilizzata per avviare e arrestare completamente il flusso di sostanze. La temperatura massima di esercizio è di 225 ° C.
Per il tipo di materiale, le valvole si distinguono:
Una saracinesca in acciaio blocca il movimento nella tubazione. Sostanze di lavoro consentite - vapore, acqua, prodotti petroliferi non aggressivi in forma gassosa e liquida. Sono utilizzati per lavorare con diversi livelli di pressione e passaggi in climi temperati lungo l'intera lunghezza della tubazione.
Una valvola in ghisa viene utilizzata per avviare e arrestare completamente il flusso di sostanze. La temperatura massima di esercizio è di 225 ° C. Sostanze consentite: vapore, prodotti petroliferi, olio, acqua. È consentita l'installazione su tubazioni orizzontali e verticali, tenendo conto delle peculiarità dell'installazione.
Entrambi i tipi di valvole appartengono alla categoria delle valvole riparate con durata forzata.
Separatamente si distingue una valvola a manicotto, che consiste in un tubo elastico posto in un alloggiamento protettivo flangiato sulle flange. Non c'è alcun contatto con il mezzo di lavoro. Il principio di funzionamento è la chiusura unilaterale o bilaterale del tubo elastico (pizzicamento). Applicazione - trasporto di fanghi abrasivi, prodotti petroliferi, fanghi, sostanze aggressive. La temperatura del mezzo non deve superare i 110 ° С e la pressione nella tubazione non deve superare i 6 kgf / cm 2.
L'installazione e la manutenzione dei dispositivi devono essere eseguite da specialisti altamente qualificati.
L'uso di valvole a valvola nelle condutture tecnologiche e di trasporto presso imprese chiave e ausiliarie di vari tipi di industria, nei sistemi energetici, nelle condutture del gas, del petrolio e dell'acqua è dovuto alle seguenti caratteristiche tecniche:
- lunga durata in condizioni avverse;
- bassa resistenza idraulica;
- resistenza a carichi significativi.
L'installazione e la manutenzione dei dispositivi devono essere eseguite da specialisti altamente qualificati con un livello sufficiente di conoscenza, autorizzazione per eseguire un'operazione specifica e con le competenze per utilizzare un tipo specifico di valvole.
Il motivo principale del malfunzionamento della valvola è il danneggiamento della superficie degli anelli di tenuta dovuto all'ingresso di piccole particelle estranee (sabbia, incrostazioni, ecc.), Mentre la tenuta della struttura è rotta, la sostanza trasportata perde. Oltre a significative perdite materiali, durante il trasporto di sostanze pericolose o corrosive attraverso una tubazione con nodi difettosi, sono possibili danni all'ambiente e, nelle situazioni più difficili, c'è una minaccia per la vita dei lavoratori coinvolti nel processo.
Alla fine del lavoro, gli specialisti testano gli assiemi per la tenuta delle guarnizioni, testano l'operabilità del dispositivo.
La diagnostica tempestiva e la riparazione delle condizioni tecniche dell'unità influiscono sulla qualità e sull'efficienza del sistema.
Per eliminare i guasti, a seconda della posizione dell'unità danneggiata, osservando le regole di sicurezza, le valvole vengono smontate e alla fine del lavoro vengono assemblate con uno strumento standard in officine appositamente attrezzate o direttamente nel sistema di tubazioni. Il dipendente responsabile dell'esecuzione del lavoro è obbligato a garantire un'adeguata protezione degli elementi filettati e di tenuta da eventuali danni, per impedire l'ingresso di particelle estranee nella cavità dell'unità. Alla fine del lavoro, gli specialisti testano gli assiemi per la tenuta delle guarnizioni, la valvola, la guarnizione e testano l'operabilità del dispositivo.
La riparazione e lo smontaggio delle valvole delle valvole sono vietati se:
- c'è pressione nella cavità o nel sistema della valvola;
- il supporto rimane nel dispositivo.
È inaccettabile utilizzare nodi per regolare il flusso.














